
طبقه بندی خط لوله
بسته به هدف کاربردی خط لوله ، آنها به:خطوط لوله
خطوط لوله تنه
خطوط لوله بخار و آب گرم
خطوط لوله فن آوری
خطوط لوله گازرسانی (توزیع)
آبرسانی و فاضلاب
مقدار قابل توجهی از فولادهای مورد استفاده در ساخت لوله و ساخت خط لوله برای اهداف مختلف توسط فولادهای کم کربن و آلیاژ کم با استحکام عملکرد حداکثر 500 مگاپاسکال اشغال شده است.
از آنجا که فرآیندهای تکنولوژیکی جوشکاری لوله ها از این فولادها در هنگام ساخت خط لوله برای اهداف مختلف عملاً تفاوت چندانی با یکدیگر ندارند و اسناد نظارتی و فنی مورد استفاده در این حالت اختلافات را فقط در موارد مورد نیاز برای آماده سازی لبه ، مونتاژ ، کیفیت اتصالات جوش داده شده و آزمایشات برای استحکام و سفتی نشان می دهد. سپس در آینده با استفاده از نمونه ای از صندوق عقب و توزیع (خطوط لوله انتقال گاز) مقررات کلی فرایند تولید را بررسی خواهیم کرد. خطوط لوله
روش های جوشکاری لوله ای
روش های جوشکاری لوله ای به صورت حرارتی ، گرمای مکانیکی و مکانیکی طبقه بندی می شوند. روشهای حرارتی شامل انواع جوشکاری فیوژن (قوس ، گاز ، پلاسما ، پرتو الکترونی ، لیزر و انواع دیگر جوشکاری می باشد. کلاس ترمومکانیکی شامل جوشکاری تماس با لب ، جوش قوس با کنترل مغناطیسی است. روش های مکانیکی شامل جوش اصطکاک و انفجار است.
روشهای جوشکاری خطوط لوله براساس نوع حاملهای انرژی (قوس ، گاز ، پلاسما ، لیزر و غیره) را تشخیص دهید. با توجه به شرایط تشکیل اتصالات (تشکیل آزاد یا اجباری جوش)؛ به روش حفاظت از منطقه جوشکاری (قوس غوطه ور ، در گازهای محافظ ، با استفاده از سیم الکترود محافظ خود ، و غیره). با توجه به درجه مکانیزاسیون و اتوماسیون فرایند (دستی ، مکانیزه ، خودکار و روباتیک).
برای جوشکاری خطوط لوله تنه متداول ترین روش های جوش قوس الکتریکی. بیش از 60٪ کل اتصالات موجود در بزرگراه ها توسط جوش قوس غوطه ور اتوماتیک جوش داده می شوند. جوش قوس غوطه ور فقط در مواردی که احتمال چرخش مفصل وجود دارد ، استفاده می شود. جوشکاری قوس غوطه ور لوله ها عمدتاً در ساخت دو و سه بخش لوله با قطر 219 ... 1420 میلی متر اتوماتیک است. هنگامی که استفاده از روشهای مکانیزه امکان پذیر نباشد ، از جوشکاری قوس دستی استفاده می شود.
جوشکاری قوس دستی در موقعیت های مختلف مکانی مفصل - پایین ، عمودی و سقف انجام می شود. در حین جوشکاری ، الکترود به صورت دستی در اطراف محیط مفصل با سرعت 8 ... 20 متر بر ساعت حرکت می کند.
جوشکاری در گازهای محافظ از انواع زیر است: براساس نوع گاز محافظ - جوشکاری در گازهای بی اثر (آرگون ، هلیوم ، مخلوط آنها) ، در گازهای فعال (CO2 ، نیتروژن ، هیدروژن) ، جوشکاری در مخلوط گازهای بی اثر و فعال (Ar + CO2؛ Ar + CO2 + O2)؛ الکترود ذوب و غیر مصرفی (تنگستن) با استفاده از نوع الکترود. با توجه به درجه مکانیزاسیون ، جوشکاری دستی ، مکانیزه و خودکار. جوش قوس الکتریکی محافظ برای جوشکاری لوله در موقعیت های مختلف مکانی استفاده می شود. سرعت جوشکاری دستی 8 ... 30 متر در ساعت ، مکانیزه و خودکار 20 ... 60 متر بر ساعت است. برای جوشکاری خط لوله از روش جوشکاری سیم مایع مکانیکی با شکل گیری اجباری یک درز استفاده می شود که در آن اجزای پودری پر شده از غلاف فلزی سیم عملکردهای محافظتی را انجام می دهند. با متبلور شدن استخر جوش ، دستگاه سازنده خارجی و سر جوش در امتداد محیط مفصل از پایین به بالا با سرعت 10 ... 20 متر بر ساعت حرکت می کنند. جوشکاری لیزر توسط خط لوله امیدوارکننده است ، که در آن پرتو لیزر به عنوان حامل انرژی عمل می کند. سرعت جوشکاری لیزر - حداکثر 300 متر بر ساعت.
در جوشکاری باسن فلش با همجوشی مداوم ، فرآیند به طور خودکار طبق یک برنامه از پیش تعیین شده اتفاق می افتد. مدت زمان جوشکاری یک اتصالات لوله با قطر 1420 میلی متر 3 ... 4 دقیقه ، چرخه جوشکاری یک اتصال در ساخت خطوط لوله 10 ... 15 دقیقه است.
جوش خودکار توسط یک قوس کنترل شده مغناطیسی (یا جوشکاری قوس با قوس) با جوش فلش باس با روش گرمایش لبه متفاوت است. در جوشکاری با قوس الکتریکی ، گرمایش توسط یک قوس چرخانده شده توسط یک میدان مغناطیسی در امتداد لبه های لوله ها که با سرعت بالا جوش می شوند انجام می شود. این روش جوشکاری برای ساخت خطوط لوله با قطر کوچک (تاکنون 114 میلی متر) استفاده می شود.
اسناد نظارتی که در ساخت خط لوله و توزیع خط لوله مورد استفاده قرار می گیرند
اصلی ترین سند نظارتی که حاکم بر مقررات مونتاژ و جوشکاری کار در ساخت خطوط لوله در کشورهای مستقل مشترک المنافع است "استاندارد و قوانین ساختمان" است که بر اساس آن "قوانین تلفیقی برای جوشکاری و کنترل کیفیت اتصالات جوش داده شده" SP 105-34-96 ، و همچنین SNiP 3.05.02.88 "خطوط لوله گاز". این اسناد حاوی قوانین آزمایش صلاحیت جوشکارها و کنترل اتصالات قابل تحمل ، قوانین تهیه لوله های جوشکاری ، شرایط صحیح ، تعمیر و رد لوله ها ، روش مونتاژ لوله های مختلف بین خود و اتصالات لوله، روش های جوشکاری و شرایط آب و هوایی هنگام انجام کار در مسیر مشخص شده است ، اسناد نظارتی استفاده از مواد جوشکاری توصیه شده را تنظیم می کند ، همچنین قوانین و مقررات نظارت بر اتصالات جوش داده شده خطوط لوله ، شرایط رد و تعمیر آنها را تنظیم می کند.
به منظور تدوین مقررات اصلی این SNiP ها ، دستورالعملهای فنی برای جوشکاری خطوط لوله (VSN 066-89 و VBN A.3.1.-36-3-96 و روش نظارت بر اتصالات جوش داده شده خطوط لوله (VSN 012-88) تهیه شده است. جوشکاری قوس الکتریکی اتصالات لوله حلقه ای ، همچنین لوله هایی با شیرهای خاموش و توزیع لوله های تنه و لوله های توزیع با قطر 14 تا 1420 میلی متر و ضخامت دیواره های 1 تا 26 میلی متر ، برای فشار بیش از 5/7 مگاپاسکال ؛ کنترل اتصالات جوش داده شده و تعمیر آنها ؛ اقدامات ایمنی و بهداشت صنعتی: طبق این دستورالعمل ها ، جوشکاری لوله های فولادی با استحکام کششی استاندارد حداکثر 590 مگاپاسکال شامل می شود. در این دستورالعمل ها مشخصات فنی جوشکاری خط لوله با استفاده از جوشکاری قوس دستی ، جوشکاری قوس زیر آب اتوماتیک ، جوش خودکار به صورت متوسط \u200b\u200bارائه شده است. گازهای محافظ و سیم محصور با تشکیل اجزای درز. دستورالعملها در مورد جوشکاری خطوط لوله مخصوص (برای حمل و نقل آمونیاک ، اتیلن ، اتانول ، دی اکسید کربن و غیره) و همچنین خطوط لوله برای محصولات خورنده اعمال نمی شود.
در حین ساخت خطوط لوله در خارج از کشور ، آنها طبق استانداردهای ملی و بین المللی هدایت می شوند (جدول 1) که از بین آنها محبوب ترین API 1104 ، API 5D و BS 4515 هستند. هنگام نظارت بر کیفیت اتصالات جوش داده شده خطوط لوله ، معمولاً با استاندارد بین المللی ISO 8517 و استاندارد اروپایی EN 25817 هدایت می شوند. .
جدول 1
مورد نیاز لوله
فولاد بدون درز جوش داده شده برقی مستقیم و فولاد درز مارپیچ برای ساخت خط لوله گاز و خط لوله توزیع استفاده می شود. لوله هایی با قطر حداکثر 1020 میلی متر از فولادهای آلیاژی کم و نیمه آرام ساخته شده اند ، لوله هایی با قطر تا 1420 میلی متر از فولادهای آلیاژی کم در حالت ترمیم شده با گرما یا گرما مکانیکی ساخته شده اند. فقط برای خطوط لوله انتقال فشار فشار کم (حداکثر 0.005 مگاپاسکال) مجاز به استفاده از لوله های ساخته شده از فولادهای کم کربن جوش است.
در CIS ، از لوله ها مطابق با GOST 8731 ... GOST 8734 از گروه B و همچنین با امکان سنجی مناسب مطابق با GOST 9567 استفاده می شود. لوله های جوش داده شده برقی - مطابق با GOST 20295 برای لوله هایی با قطر اسمی (DN) تا 800 میلی متر شامل. برای لوله های با DN\u003e 800 میلی متر ، مشخصات ویژه ای تهیه می شود که باید موارد مورد نیاز در زیر را شامل شود.
لوله های پایان یافته با مهر زنی با تمبر (تمبر سرد) در فاصله 250-500 میلی متر از یکی از لوله ها به پایان می رسد داده های زیر: علامت تجاری یا نام های سازنده؛ درجه فولاد یا نماد آن؛ شماره لوله؛ نام تجاری کنترل فنی؛ سال ساخت. منطقه مارک گذاری با رنگ کاملاً مشخص است. علاوه بر این ، قطر و ضخامت دیواره روی لوله با رنگ غیرقابل توصیف نشان داده شده است.
لوله های وارداتی عمدتا مطابق با استانداردهای انستیتوی نفت آمریکا (API) تولید و عرضه می شوند ، مانند: API-5 I (لوله های بدون درز و طولی) ، API-513 (لوله های درز مارپیچ برای خطوط لوله های مختلف) ، API-51X (لوله های لوله های فشار قوی) .
با استفاده از این استانداردها ، فولادهای لوله ای بر اساس قدرت عملکرد گروه بندی می شوند. هر گروه از فولادها با استحکام عملکرد مشابه در هزار پوند در هر 1 اینچ مربع. طبق این استانداردها ، گروه های فولادی وجود دارد: X-42، X-46، X-52، X-56، X-60، X-65، X-70 با مقاومت در برابر شکستگی موقت 414 تا 565 MPa. جدای از خصوصیات مکانیکی ، استانداردهای API روند ساخت لوله ها ، ترکیب شیمیایی فولاد ، ابعاد ، وزن و طول لوله ، فشار در هنگام تست های هیدرولیک در طی فرآیند تولید ، روش های آزمایش غیر مخرب که در ساخت مورد استفاده قرار می گیرند ، شرایط ترمیم لوله ها و غیره را تنظیم می کنند. تعیین لوله مطابق با استاندارد API شامل نام سازنده لوله ها ، مونوگرام API (علامت تجاری به معنای تولید لوله مطابق با الزامات API) ، اندازه لوله در اینچ ، وزن یک پای لوله در پوند ، تعیین کلاس مقاومت فولاد و نوع ساخت S - بدون درز ، E - لوله های درز مستقیم جوش داده شده ، SW - لوله های درز مارپیچ ، P - لوله هایی با درز طولی جوش داده شده با روش های پرس) ، تعیین نوع فولاد (E - فولاد ذوب شده در کوره های برقی ، M - فولاد کم آلیاژ با استحکام بالا) ، نوع Ia از عملیات حرارتی (NM -normalization یا نرمال و خو، NO - سخت و معتدل، معتدل NS-بالا). مارک گذاری با رنگ غیرقابل توصیف انجام می شود. لوله های خط لوله اصلی از جنس استیل با نسبت مقاومت به استحکام کششی موقت بیش از: 0.75 - برای فولادهای کم کربن است. 0.8 - برای فولادهای نرمال شده با آلیاژ کم؛ 0.85 - برای سخت شدن بارش فولادهای نرمال و گرم شده بهبود یافته است. 0.9 - برای فولادهای نورد کنترل شده.
آماده سازی لبه های لوله برای جوشکاری
قبل از شروع کار جوشکاری و نصب ، لازم است اطمینان حاصل کنید که لوله ها و اجزای لوله کشی استفاده شده دارای گواهی نامه های کیفیت بوده و مطابق با پروژه و شرایط فنی تحویل آنها مطابقت دارد. لوله ها و قطعات باید مطابق با استانداردها و مشخصات مربوط به لوله ها مورد بازرسی قرار گیرند.
انتهای لوله ها و اتصالات باید دارای شکل و ابعاد باریک لبه های مربوط به فرآیندهای جوشکاری مورد استفاده باشد. در صورت عدم تناسب آنها ، پردازش مکانیکی لبه ها در شرایط مسیر مجاز است. برای لوله های با قطر کوچک (حداکثر 520 میلی متر) می توان از برش های میتر ، شفاف ها ، برش های لوله و چرخ های خرد استفاده کرد. برای قطرهای بزرگ ، دستگاه های فرزکاری مداری ، از برش واترچر واترجت استفاده می شود. در بعضی موارد ، هنگام قرار دادن کویل ها یا انجام همپوشانی ، استفاده از روش های حرارتی برای تهیه لبه ها مجاز است ، مانند:
الف) قطع سوخت اکسی با تمیز کردن مکانیکی بعدی لبه ها با چرخ ساینده به عمق 0.1 ... 0.2 میلی متر؛
ب) برش پلاسما هوا با ماشینکاری بعدی به عمق 1 میلی متر - به دلیل اشباع لبه با نیتروژن (در هنگام استفاده از آرگون به عنوان گاز تشکیل دهنده پلاسما ، ماشینکاری لازم نیست). ج) برش قوس هوا ، به دنبال سنگ زنی به عمق 0.5 میلی متر (کربن زدایی لبه).
د) اتصال و برش با الکترودهای مخصوص مانند ANR-2M ، ANR-3 یا OK.21.03 که پس از آن نیازی به ماشینکاری نیست.
قبل از مونتاژ لوله ها ، لازم است حفره داخلی لوله ها را از خاک ، خاک ، برف پاک کنید و همچنین لبه ها و سطوح داخلی و خارجی مجاور لوله ها و اتصالات را به حداقل 10 میلی متر تا یک درپوش فلزی تمیز کنید.
توصیه می شود مناطق تقویت شده درزهای کارخانه خارجی در مجاورت لبه لوله جوش داده شده با ارتفاع O..D5 میلی متر با فاصله از انتهای حداقل 10 میلی متر خرد شود.
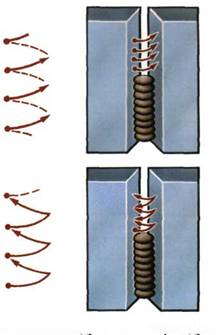
کلیه لوله ها از شیشه هایی که برای جوشکاری قوس دستی با الکترودهای روکش شده طراحی شده اند وارد کارخانه می شوند. این شیار (شکل 1 ، الف) دارای زاویه باریکی از لبه های 25 تا 30 درجه و ضعف 1-2 تا میلی متر برای لوله های با هر قطر با ضخامت دیواره بیش از 4 میلی متر است. با ضخامت دیواره 16 میلی متر یا بیشتر ، لوله های با قطر بزرگ را می توان با برش لبه ترکیبی مطابق با شکل تحویل داد. 1 ب
اندازه B به ضخامت دیوار بستگی دارد و:
7 میلی متر - با ضخامت دیواره لوله 15 ... 19 میلی متر
8 میلی متر - با ضخامت دیواره لوله 19 ... 21.5 میلی متر
10 میلی متر - با ضخامت دیواره لوله 21.5 ... 26 میلی متر.
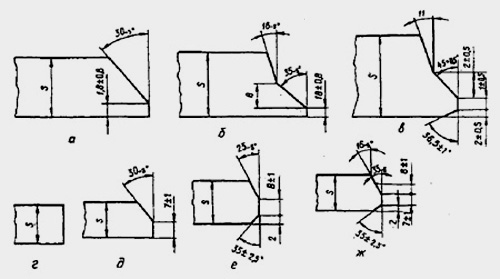
شکل 1. انواع لبه های برش لوله ای برای جوشکاری قوس دستی (a ، b) ، جوشکاری اتوماتیک در گازهای محافظ (c) ، جوشکاری قوس غوطه ور خودکار (d ، e ، f ، g) و سیم بدون سیم با شکل گیری اجباری (a، b) .
برای خطوط لوله با قطر 1000 میلی متر و بالاتر ، هنگامی که یک درز ریشه جوش داده شده از داخل ساخته شود ، برش نشان داده شده در شکل 1 ، ج توصیه می شود. در هنگام ساخت خطوط لوله توزیع ، جوشکاری قوس الکتریکی لوله ها بدون لبه های برش با ضخامت دیواره تا 4 میلی متر مجاز است. علاوه بر این ، برای خطوط لوله با قطر حداکثر 152 میلی متر ، جوشکاری گاز (بدون جوشکاری - تا 3 میلی متر ، و روکش یک طرفه - تا 5 میلی متر) امکان پذیر است.
اتصال لوله های فاصله دار در مسیر بدون پردازش لبه اضافی مجاز است:
در مورد ضخامت دیواره بیش از 12.5 میلی متر نیست ، اگر اختلاف ضخامت از 2 میلی متر تجاوز نکند.
برای ضخامت دیواره بیش از 12.5 میلی متر ، اگر اختلاف ضخامت بیش از 3 میلی متر نباشد. در این حالت جابجایی لبه های پیوسته مجاز نیست.
اتصال لوله ها یا لوله ها با شیرهای خاموش و توزیع با اختلاف بیشتر در ضخامت دیواره با جوشکاری بین عناصر پیوسته آداپتورهای ساخته شده کارخانه یا درج از لوله هایی با ضخامت متوسط \u200b\u200bحداقل 250 میلی متر طول انجام می شود.
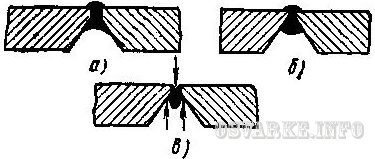
انجام مونتاژ و جوشکاری مستقیم لوله ها یا لوله ها با قطعات خط لوله با اختلاف حداکثر 1.5 ضخامت با پردازش مخصوص در مجاورت انتهای سطح یک لوله یا قسمت ضخیم تر مجاز است (شکل 2 ، الف). جوشکاری اتصالات باسن لوله های فاصله دار مجاز نیست.
اتصال مستقیم لوله ها با شیرهای خاموش و توزیع مجاز است به شرط آنکه ضخامت قسمت انتهای آرماتور از 1.5 ضخامت دیواره لوله لوله با تهیه لوله اتصالات مطابق با (شکل 2 ، ب) تجاوز نکند. آماده سازی مشخص شده باید توسط تهیه کننده انجام شود.
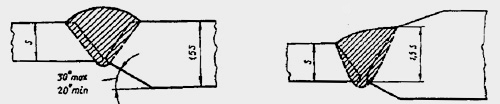
شکل 2. آماده سازی برای جوشکاری انتهای لوله ها و قطعات با ضخامت دیواره های مختلف.
الزامات مونتاژ لوله
مونتاژ اتصالات لوله باید تضمین کند:
عمود اتصالات به محور خط لوله. انحراف از عمود نباید بیش از 2 میلی متر باشد.
یکنواختی در اطراف محیط شکاف ، که در مقادیر تنظیم شده توسط استانداردها و دستورالعمل های مربوطه است.
حداقل مقدار جابجایی لبه ثبت شده توسط قالب های جهانی ، بیش از مقادیر مجاز (برای لوله های تنه - ضخامت 0.2 دیوار ، اما بیش از 3 میلی متر ، برای خطوط لوله توزیع - (0.15 ضخامت دیواره + 0.5 میلی متر).
جوشکاری کارخانه های طولی نسبت به یکدیگر در فاصله حداقل 100 میلی متر برای لوله هایی با قطر بیش از 100 میلی متر و 1/3 از محیط برای لوله هایی با قطر کمتر از 100 میلی متر مخلوط می شود. در صورت عدم امکان فنی برای تحقق الزامات مشخص شده ، كنترل اولتراسونیك اضافی مفصل جوش در این بخش مشترک اختصاص می یابد.
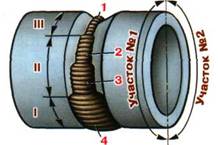
در ساخت لوله های با قطر بزرگ ، از پوسته های استوانه ای از پوسته ها ، انواع مونتاژ و جوشکاری زیر استفاده می شود - "مونتاژ و جوش پوسته های پوسته."
پیش گرم کردن
پیش گرم کردن یکی از مهمترین عملیات های فن آوری است که به شما امکان می دهد چرخه حرارتی جوش را تنظیم کنید. مشخص است که ساختار و خصوصیات یک اتصال جوش داده شده تا حد زیادی توسط میزان خنک کننده فلز در محدوده دمای 800-500 درجه سانتیگراد (کمترین پایداری آستنیت) تعیین می شود. در سرعت خنک کننده بالا ، تشکیل سازه های مارتنزیت خاموش در HAZ امکان پذیر است ، که از استحکام بالا و انعطاف پذیری کم و همچنین تمایل به ایجاد ترک های سرد برخوردار هستند. این به ویژه در مورد فولادهای آلیاژی کم با معادل کربن 43/0٪ و بالاتر صادق است. این فولادها نسبت به عملكرد چرخه حرارتی ، به كنسانترسها بسیار حساس هستند و منطقه تحت تأثیر گرما مستعد ابتلا به خراشیدن است. این پدیده ها بیشتر در هنگام جوشکاری قوس الکتریکی برجسته هستند ، هنگامی که سرعت خنک کننده فلز HAZ می تواند به 70 درجه در ثانیه برسد. برای ضخامت دیواره لوله لوله ، با تغییر دمای اولیه لبه های اتصال با پیش گرم کردن ، می توان میزان خنک کننده منطقه تحت تأثیر گرما را کنترل کرد. این خصوصاً در هنگام جوشاندن ریشه جوش با الکترودهای پوشیده از سلولز از اهمیت ویژه ای برخوردار است ، وقتی که سرعت خنک کننده در مقایسه با جوشکاری سایر لایه های جوش حداکثر است ، انرژی جوشکاری خطی کاهش می یابد (سرعت جوشکاری با چنین الکترودها دو برابر سرعت جوشکاری با الکترودهای دارای پوشش اصلی) و تمایل و شکل گیری ترک های سرد برای با افزایش محتوای هیدروژن انتشار در فلز جوش. پیش گرم کردن نه تنها احتمال تشکیل سازه های فرونشست در HAZ را کاهش می دهد ، بلکه شرایط تخلیه فعال هیدروژن انتشار از فلز جوش و منطقه مشخص را نیز ایجاد می کند. که به نوبه خود ، مقاومت اتصالات جوش داده شده در برابر ایجاد ترک های سرد را افزایش می دهد ، به خصوص در هنگام استفاده از الکترود با روکش سلولزی ، هنگامی که مقدار هیدروژن موجود در جوش می تواند به 50 میلی متر در 100 گرم فلز جوش برسد.
دمای پیش گرم کردن بسته به ترکیب شیمیایی فولاد (معادل کربن) ، ضخامت دستگاه های لوله ، دمای محیط و نوع پوشش الکترود انتخاب می شود. این پارامترها ، به طور معمول ، توسط استانداردهای مربوطه و دستورالعمل های فن آوری تنظیم می شوند. به عنوان مثال ، در CIS ، BCH 066-89 هدایت می شود (جدول 2). هنگام جوشکاری با الکترودهای پوشیده از سلولز ، دمای پیش گرمایش 75 درجه سانتیگراد افزایش می یابد.
جدول 2 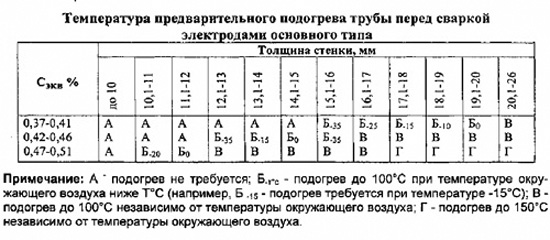
هنگام انتخاب گرمایش در خارج از کشور ، آنها اغلب بر اساس شاخص مقاومت در برابر ترک اتصالات جوش داده شده ، تعیین شده توسط فرمول Ito-Besio عمل می کنند:
که در آن: [N] محتوای هیدروژن انتشار ، میلی متر در 100 گرم است.
t ضخامت صفحات جوش داده شده ، میلی متر است درجه حرارت گرمایش توسط فرمول تجربی تعیین می شود:
(° С) TP.P \u003d 1440 Pcm - 392.
گرمایش مقدماتی و در صورت لزوم ، گرمایش همزمان باید توسط دستگاههای گرمایشی (گاز یا الکتریکی) انجام شود و از گرمایش یکنواخت فلز در اطراف کل محیط اتصال جوش داده شده اطمینان حاصل شود. عرض ناحیه گرمایش لوله ها در هر طرف درز باید حداقل 75 میلی متر باشد.
دمای گرمایش اولیه و همزمان هنگام اتصال لوله ها (یا لوله ها با یک قسمت) از درجه های مختلف فولادی یا با ضخامت های مختلف حداکثر مقدار دیواره هایی که باید در دماهای مختلف گرم شوند ، تنظیم می شوند.
فناوری و تکنیک جوشکاری قوس دستی
تقریباً 60٪ از حجم کار جوشکاری در ساخت خطوط لوله در جوشکاری قوس دستی قرار دارد. این اتصال بخش ها یا لوله های جداگانه به نخ مداوم ، جوشکاری انتقال از طریق موانع طبیعی و مصنوعی ، جوشکاری اضافه بار ، جوشکاری کویل ها ، واحدهای جرثقیل ، خم ها و غیره است.
فناوری جوشکاری قوس دستی در درجه اول با توجه به مواد لوله هایی که باید جوش داده شوند تعیین می شود. بسته به درجه لوله های فولادی و شرایط کار ، مواد جوشکاری انتخاب می شوند. پس از این ، فن آوری و تکنیک جوشکاری و همچنین سازماندهی کار ایجاد می شود ، ضمن اینکه با سرعت مشخص در ساخت خط لوله هدایت می شود. با توجه به مواد مصرفی برای جوشکاری ، فناوری جوش به قطر و ضخامت دیواره لوله بستگی دارد.
یک قانون غیرقابل انکار در ساخت خطوط لوله تنه و توزیع نیاز به حداقل تعداد لایه ها در یک درز است. برای لوله هایی با ضخامت دیواره 6 میلی متر یا کمتر - 2 لایه ، با ضخامت دیواره بیش از 6 میلی متر - 3 لایه.
مسئول ترین لایه ریشه درز است. با اطمینان باید لبه های لوله ها را برای جوشکاری ذوب کرد و یک غلتک معکوس یکنواخت با افزایش 1-3 میلی متر بر روی سطح داخلی درز تشکیل داد. ضعیف شدن ریشه مفصل (منیسک) تا 10-15٪ ضخامت دیواره لوله در بخش های جداگانه مفصل با طول بیش از 50 میلی متر (برای هر 350 میلی متر از جوش) مجاز است. سطح بیرونی لایه ریشه باید صاف ، نازک پوسته پوسته باشد و دارای یک سطح صاف با سطوح جانبی شیار باشد. شکل بهینه سطح خارجی درز را می توان به عنوان دستگاه سنگ زنی و چکش پنوماتیک مطابق با الزامات دستورالعمل ها انجام داد.
هنگام جوشکاری لوله های با قطر 1020 میلی متر یا بیشتر پس از جوشاندن ریشه جوش ، توصیه می شود که در قسمت هایی که نفوذ ریشه وجود ندارد ، لایه ریشه را از داخل لوله جوش داده و همیشه در ربع پایین محیط مشترک (از داخل) ، جوشکاری کنید. در منطقه ای که هنگام جوشاندن ریشه درز از خارج ، در موقعیت سقف انجام می شود. در جوش دستی ریشه درز اتصالات دوار لوله های با قطر بزرگ ، جوشکاری در کل محیط پیرامون اتصال انجام می شود. درز جوش داده شده ، نفوذ ریشه را فراهم می کند ؛ باید از سطح نازک پوسته پوسته ای برخوردار باشد که بدون سطح زیرپوش و نقص دیگر ، با سطح داخلی لوله هموار باشد. تقویت درز جوش باید حداقل 1 و بیشتر از 3 میلی متر نباشد. جوشکاری توسط الکترودهای نوع اصلی با قطر 3-4 میلی متر انجام می شود.
لایه های پر کننده جوش با اطمینان قابل جابجایی هستند و لبه های لوله های جوش داده شده را ذوب می کنند. پس از هر لایه درز ، لازم است سطح درز از سرباره تمیز شود.
درز روبرو دارای نمای صاف و مطابق با سطح لوله است ، بدون زیرپوش و نقایص قابل مشاهده دیگر. آرماتور درز باید حداقل 1 و بیشتر از 3 میلی متر نباشد. عرض درز از هر جهت 2-3 میلی متر برش می خورد.
در پایان تغییر ، اتصالات جوش باید کاملاً جوش داده شود. این نیاز به دلیل این واقعیت ایجاد می شود که خط لوله در طی روز تحت تأثیر تغییر دمای محیط قرار دارد که خصوصاً هنگام تغییر برای شب و شب - در طول روز بسیار مهم است. تغییر دما باعث ایجاد فشار در لوله ها و اتصالات جوش شده می شود که می تواند بسیار زیاد باشد.
اگر اتصالات به طور کامل جوش نباشد ، در یک قسمت ضعیف از جوش ، تنشها می توانند از مقاومت بازده فراتر رفته و حتی مقاومت موقتی در برابر شکستگی فلز جوش و اتصالات شکسته شود. این وضعیت به ویژه در دماهای هوای منفی خطرناک است ، وقتی که شکل پذیری این فلز کاهش می یابد.
بسته به نوع الکترودهای توصیه شده ، 3 طرح جوشکاری رایج وجود دارد: جوشکاری مفصل با الکترودهایی با پوشش اصلی ، جوشکاری مفصل با الکترودهای محافظ گازی ، جوشکاری ریشه درز و گذر داغ با الکترودهای محافظ بنزین و لایه های پر و روبرو با الکترودهای دارای پوشش اصلی.
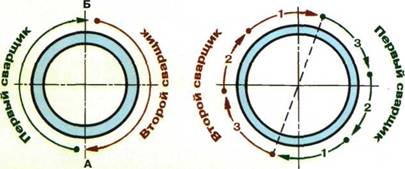
جوشکاری با الکترودها با پوشش اصلی از پایین به بالا با ارتعاشات عرضی انجام می شود ، دامنه آن بستگی به عرض مفصل دارد. با روش جوشکاری جریان جدا شده ، هر جوشکار بخش خاصی از درز را انجام می دهد ، موقعیت آن بستگی به تعداد جوشکارانی دارد که به طور همزمان روی یک اتصال کار می کنند. روی لوله های با قطر بزرگ ، تعداد آنها می تواند به چهار برسد. به عنوان یک قاعده ، اگر دو جوشکار وجود داشته باشد ، آنها جوشکاری را از زیر ، از نادر انجام می دهند و محیط را در جهت (در صورت ساعت) 6-3-12 و 6-9-12 بالا می روند. در عین حال ، در قسمت سقفی اتصالات ، قفل باید 50-60 میلی متر از قسمت پایین محیط لوله تغییر یابد. در دو لایه مجاور ، قفل ها باید حداقل 50-100 میلی متر از یکدیگر جدا شوند. اگر چهار جوشکار وجود داشته باشد ، سپس جفت اول بخش مشترک (روی شماره گیری) 6-3 و 6-9 ، و جفت دوم - 3-12 و 9-12 را طبخ می کند.
نمودار توالی استفاده از دو لایه در هنگام جوشکاری از پایین به بالا توسط الکترودهایی با یک پوشش پایه در شکل نشان داده شده است. 3 ع. تمام لایه های بعدی عجیب و غریب مطابق با طرح لایه اول انجام می شوند ، همه حتی لایه ها طبق طرح لایه دوم انجام می شوند. اعداد رومی ترتیب توالی جوشکاری بخش های جداگانه درز را نشان می دهد. بستگی به موقعیت مکانی مقادیر توصیه شده جوشکاری در جدول 3 آورده شده است.
در هنگام استفاده از الکترودهایی با روکش نوع اصلی ، فقط از مارک های الکترود های مجاز برای ساخت خط لوله استفاده می شود.
شکل 3
جدول 3 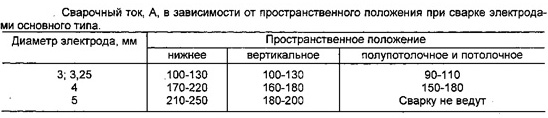
هنگام استفاده از الکترودهای نوع محافظ گاز ، جوشکاری ریشه جوش از بالا به پایین و بدون حرکات نوسانی انجام می شود و استراحت روی لبه های لوله ها که با انتهای الکترود جوش می شوند. جوشکاری با جریان مستقیم قطبیت معکوس یا مستقیم با ولتاژ مدار باز منبع انرژی حداقل 75 ولت انجام می شود. مقادیر جریان جوشکاری در هنگام جوشکاری با الکترودهایی با قطر 3.25 میلی متر نباید از 100-110A تجاوز کند. هنگام جوشکاری با الکترودهایی به قطر 4 میلی متر در موقعیت پایین و نیمه عمودی 120-160A ، در موقعیت های باقیمانده 100-140A. سرعت جوشکاری باید در محدوده 16-22 متر در ساعت حفظ شود. جوشکار الکترود را از 40 تا 90 درجه در طی فرآیند جوشکاری تغییر می دهد ، جوشکار موجب صرفه جویی در پنجره فن آوری است که در طول نفوذ از طریق سوراخ شکل می گیرد ، از طریق آن او ذوب لبه را مشاهده می کند.
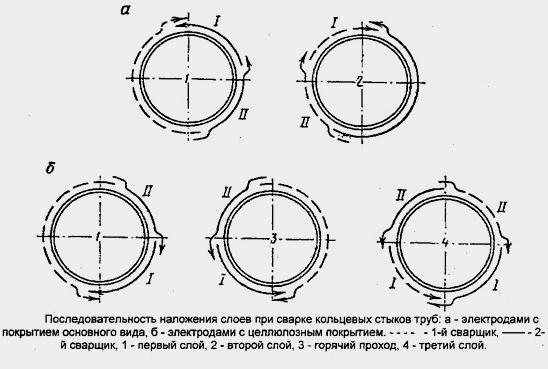
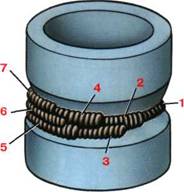
برای کاهش سطح تنش های جوشکاری باقیمانده در اتصال جوش داده شده محیط اتصال مفصل ثابت به دو بخش متقارن ، با قطر مخالف و تقسیم می شود جوش چند لایه در دنباله نشان داده شده در شکل انجام شده است. 4- تأثیر بیشتر کاهش فشارهای جوشکاری و تغییر شکل با استفاده از روش جوشکاری مرحله معکوس و پر کردن همزمان شیار با دو یا چهار جوشکار تأمین می شود.
![]()
شکل 4 روش توصیه شده برای انجام جوش چند لایه در هنگام جوشکاری با الکترود با یک پوشش اصلی: الف - DN
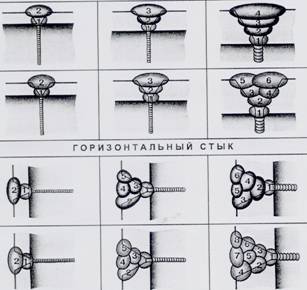
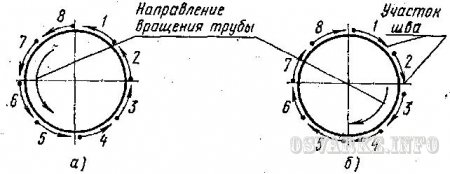
هنگام جوشکاری لوله های با قطر کوچک (حداکثر 530 میلی متر) به منظور کاهش میزان کار نصب در سنگر ، بزرگنمایی در قسمت لوله ها اغلب با جوشکاری با چرخش اتصالات 90 یا 180 درجه انجام می شود. لوله در اطراف محیط به چهار بخش با طول تقریباً مساوی تقسیم می شود. با داشتن بخش های 1 و 2 جوش داده شده ، اتصال به 90 درجه تبدیل می شود تا بخش های 3 و 4 جوش داده شود (شکل 5). سپس با انجام چرخش بعدی از طریق 90 درجه ، به ترتیب متوالی بخش های 5 و 6 ، 7 و 8 را جوش می دهیم.
در مورد دیگر ، پس از جوشکاری بخش های 1 و 2 (شکل 6) ، لوله های جوشکاری 180 درجه به بخش های جوش 3 و 4 چرخانده می شوند. سپس ، 90 و 180 درجه چرخش را به ترتیب به قسمت های 5 و 6 ، 6 ، 7 و 8 برای جوش می چرخانیم.
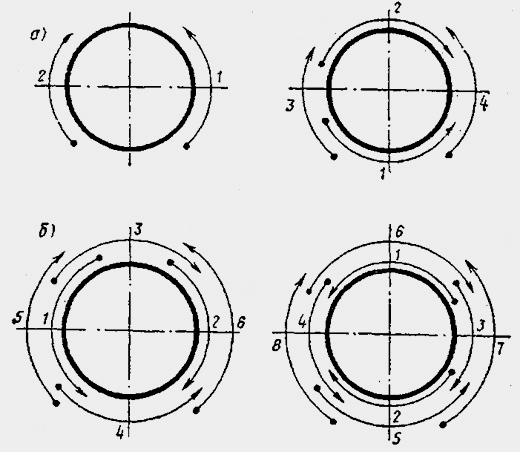
شکل 5 جوشکاری با چرخش لوله با 90 درجه: الف - لایه اول ، ب - دوم ، 1 ... 8 - دنباله بخش های لایه.
شکل 6 جوشکاری با چرخش لوله از طریق 180 درجه: الف - لایه اول ، ب - دوم ، 1 ... 8 - دنباله بخش های لایه.
جوش اتصالات لوله ثابت
اتصالات ثابت عمودیجوش از پایین به بالا.
جوشکاری سه لایه اول در اتصالات لوله ها با قطر بیش از 219 میلی متر باید به روش معکوس انجام شود. طول هر بخش باید 200-250 میلی متر باشد.
طول بخش های لایه های بعدی ممکن است نیمی از دور مفصل باشد. اتصالات لوله هایی با ضخامت دیواره تا 16 میلی متر را می توان با بخش هایی از طول برابر با نیمی از محیط ، از لایه دوم شروع کرد.
ترتیب درزها (1-14) و لایه ها (I-IV) توسط یک جوشکار
| مرحله دوم |
 |
اتصالات ثابت افقیلوله هایی با قطر بیش از 219 میلی متر ، که توسط یک جوشکار انجام می شود ، باید به صورت مرحله ای معکوس با بخش هایی از طول 200-250 میلی متر جوش داده شوند. لایه های چهارم و بعدی می توانند به دور گرد جوش داده شوند.
توالی (1-12) جوشهای انجام شده توسط یک جوشکار
هنگام جوشكردن اتصالات افقی توسط دو جوشكار ، ترتیب جوشکاری درز ریشه به قطر لوله ها بستگی دارد. اگر قطر کمتر از 300 میلی متر باشد ، پس از آن هر جوشکار یک بخش نیم دایره تولید می کند. در همان لحظه ، جوشکارها باید در اتصالات با قطر مخالف باشند. اگر قطر لوله ها 300 میلی متر یا بیشتر باشد ، درز ریشه در بخش های 200-250 میلی متر به روش معکوس جوش داده می شود.
 |  |
||
در اتصالات لوله ها به قطر حداکثر 300 میلی متر با ضخامت دیواره بیش از 40 میلی متر ، سه لایه اول باید به روش معکوس جوش داده شوند و لایه های بعدی در بخش هایی برابر با نیمی از محیط جوش داده شوند.
اتصالات لوله از فولادهای آلیاژی کم با قطر بیش از 600 میلی متر با ضخامت دیواره 25-45 میلی متر به شرح زیر جوش داده شده است: کلیه لایه های جوش به روش معکوس با بخش هایی از بیش از 250 میلی متر انجام می شوند.
لوله هایی با قطر بیش از 600 میلی متر ساخته شده از فولادهای کروم-مولیبدن-وانادیوم به طور همزمان توسط دو یا چند جوشکار جوش داده می شوند که هر کدام دارای قسمت مشترک خود هستند. روش مرحله معکوس (بخش های 200-250 میلی متر) را اعمال کنید. لایه های چهارم و بعدی ممکن است در بخش هایی برابر با یک چهارم دایره انجام شود.
توالی اجرای و ترتیب تقریبی لایه ها و غلطک ها (1 - 20) هنگام جوشکاری اتصالات عمودی و افقی لوله های دیواره ضخیم از کربن و فولادهای آلیاژی کم
روش جوشکاری قوس دستی لوله ها با الکترودهای روکش شده
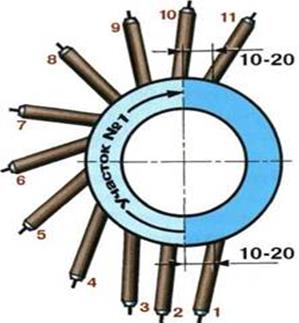
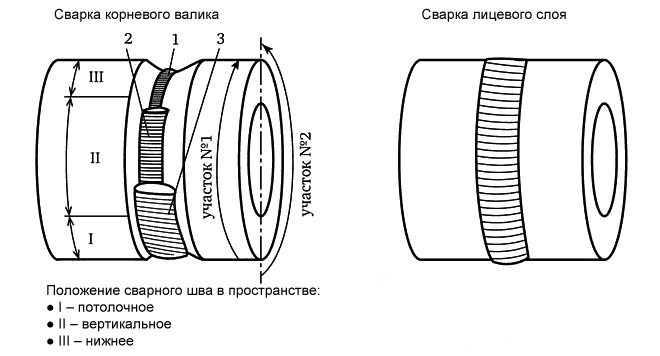
جوش در دو مرحله انجام می شود. پیرامون مشترک به طور شرطی توسط یک خط مركزی عمودی به دو بخش تقسیم می شود كه هر كدام دارای سه موقعیت مشخص است:
سقف (مواضع 1-3)؛
عمودی (مواضع 4-8)؛
پایین (مواضع 9-11). هر بخش از موقعیت سقف جوش داده می شود. جوش فقط یک قوس کوتاه است:
قطر الکترود d درز را در وضعیت پایین قرار دهید.
جوش هر یک از بخش ها با جبران 10 20 میلی متر از محور عمودی شروع می شود. بخش اتصال اتصالات - اتصال "قلعه" به قطر لوله بستگی دارد و می تواند از 20 تا 40 میلی متر باشد. هرچه قطر لوله بزرگتر باشد ، "قفل" طولانی تر است
قسمت اولیه درز در حالت سقف "زاویه عقب" انجام می شود (موقعیت 1،2). هنگام جابجایی به موقعیت عمودی (3-7) ، جوشکاری "زاویه جلو" انجام می شود. با رسیدن به موقعیت 8 ، الکترود در یک زاویه سمت راست قرار دارد و با جابجایی به موقعیت پایین ، جوشکاری دوباره با "زاویه عقب" انجام می شود.
قبل از جوشکاری قسمت دوم ، لازم است که قسمت های اولیه و نهایی درز را با یک انتقال صاف به شکاف یا به غلتک قبلی تمیز کنید. جوشکاری قسمت دوم باید به همان روش اول انجام شود.
از الکترود با قطر 3 میلی متر برای بخیه ریشه استفاده می شود. مقاومت جریان در موقعیت سقف 80-95 A است. در حالت عمودی ، جریان توصیه می شود تا 75-90 A. کاهش یابد. هنگام جوشکاری در موقعیت پایین ، جریان به 85-100 A افزایش می یابد.
هنگام جوشکاری لوله ها با تشکیل مرغوب ریشه جوش بدون جوش ، نفوذ با تغذیه مداوم الکترود در شکاف حاصل می شود. با دستیابی به نفوذ در داخل لوله ، می توانید یک درز با سطح محدب بدست آورید که در صورت نیاز به تمیز کردن مکانیکی متعاقب آن در موقعیت سقف نیاز دارید.
پر کردن لوله برش با ضخامت دیواره بیش از 8 میلی متر ناهموار است. به عنوان یک قاعده ، موقعیت پایین عقب مانده است. برای تراز کردن شیار ، لازم است غلطک ها را در بالای شیار جوش دهید. لایه های پیش فرض باید یک برش خالی را تا عمق حداکثر از 2 میلی متر بگذارد
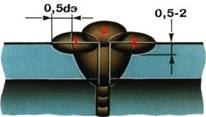 |
درز روبرو در یک یا چند پاس جوش داده می شود. رول پیشخوان به گونه ای تکمیل می شود که شیار تا عمق 0.5-2 میلی متر پر نشده و فلز پایه در لبه های شیار تا عرض 1/2 قطر الکترود ذوب می شود.
هنگام جوشکاری لوله های با قطر کمتر از 150 میلی متر با ضخامت دیواره کمتر از 6 میلی متر و همچنین در شرایط نصب ، هنگام خارج شدن منبع تغذیه از محل کار ، جوشکاری با همان مقدار جریان جوشکاری انجام می شود. توصیه می شود حالت فعلی را برای موقعیت سقف انتخاب کنید ، جریان که در آن برای موقعیت پایین تر است. در هنگام جوشکاری از یک سقف به حالت عمودی جوش بگیرید تا نفوذ بیش از حد نداشته باشد ، به شکل متناوب درز استفاده کنید. با این روش روند سوزاندن قوس در یکی از لبه ها بطور دوره ای قطع می شود.
بسته به ضخامت دیواره لوله ، شکاف و تیرگی لبه ها ، توصیه می شود جوشکاری "اسمیر" را با استفاده از یکی از روش های زیر انجام دهید:
1. قوس را به طور مداوم در یکی از لبه ها روشن کنید ، و بعد از تشکیل حمام از هم جدا شوید - از طرف دیگر. مکث بین شکست و احتراق باید به قدری کوتاه باشد که فلز جوش زمان لازم برای تبلور کامل نداشته باشد و سرباره باید خنک شود.
2. با ضخامت زیاد فلز ، قوس را در همان لبه آتش می گیرند و می شکنند.
احتراق قوس
جوش مفصل افقی ثابت
جوشکاری با تشکیل یک نفوذ پایدار توسط یک الکترود با قطر 3 میلی متر انجام می شود. جریان جوش بسته به ضخامت فلز پایه ، فاصله بین لبه ها و ضخامت blunting انتخاب می شود. شیب الکترود 80-90 درجه به عمودی است. هنگام جوشکاری با "زاویه عقب" ، شیب حداکثر نفوذ را فراهم می کند ، و با "زاویه جلو" - حداقل.
با نفوذ کافی ، طول قوس باید کوتاه نگه داشته شود ، و با نفوذ طبیعی - متوسط.
 |  |
||
درز ریشه به بهترین وجه با حداقل اندازه استخر جوش انجام می شود ، به گونه ای که در قسمت پشت درز هیچ بریدگی و گود وجود ندارد.
غلتک دومبه طوری که اولین درز ریشه و هر دو لبه لوله را ذوب کنید. جریان جوش در محدوده میانی تنظیم شده است. شیب الکترود همان است که در هنگام جوش کردن اولین درز ریشه. جوشکاری سرب "زاویه عقب". سرعت به گونه ای انتخاب می شود که ظاهر غلتک طبیعی باشد (محدب و مقعر نیست)
غلتک سومبهتر است در حالت های بالاتر اجرا کنید. جوشکاری با زاویه مناسب یا "زاویه عقب" انجام می شود. سرعت به گونه ای انتخاب شده است که غلتک محدب است و دارای قفسه ای برای نگه داشتن فلز حمام غلتک بعدی است. مسیر قوس باید با لبه غلتک دوم همزمان باشد.
غلتک چهارم- افقی. در همان حالت های سوم انجام می شود. الکترود با زاویه 80-90 درجه به سطح عمودی لوله کج می شود. سرعت جوش به گونه ای حفظ می شود که لبه برش فوقانی ، سطح غلتک دوم و بالای غلتک سوم ذوب شود. ظاهر غلتک چهارم باید طبیعی باشد.
 |
"قلعه» اتصالاتجوش داده شده با افزایش صاف اندازه درز در ابتدا و کاهش در قسمت پایانی ، "در حال اجرا" در ابتدای درز توسط 20-30 میلی متر.
جوشکاری لایه جلولازم است الکترودهایی با همان قطر که برای پر کردن شیار استفاده شده است ، انجام شود ، اما بیشتر از 4 میلی متر نیست. آخرین غلتک فوقانی با سرعتی بالاتر انباشته می شود تا باریک و صاف باشد
تكنولوژي جوشكاري لوله لوله ARGON-ARC
گزینه های فنی
جوش با جوشکاری آرگون قوس دستی با یک الکترود غیر مصرفی انجام می شود (برای ضخامت دیواره تا 3 میلی متر توصیه می شود).
جوش به روش ترکیبی انجام می شود: درز ریشه توسط جوشکاری آرگون قوس دستی با الکترود غیر مصرفی ساخته می شود و لایه های بعدی توسط جوشکاری قوس دستی با یک الکترود روکش شده ساخته می شوند (مناسب برای ضخامت دیواره لوله 4 میلی متر یا بیشتر).
محل تخمینی لایه ها و غلطک ها (1 - 8)
 |
در اتصالات جوش داده شده در گزینه های مختلف فن آوری
با ضخامت دیواره حداکثر 2 میلی متر ، قسمت مشترک باید در یک لایه جوش داده شود
جوشکاری آرگون قوس دستی با الکترود W غیر مصرفی برای اتصالات ثابت لوله از فولادهای کم کربن ، آلیاژ کم و آلیاژ (مقاوم در برابر خوردگی) استفاده می شود. قطر لوله هایی که باید جوش داده شوند کمتر از 100 میلی متر ، ضخامت دیواره تا 10 میلی متر است.
گزینه های حالت را انتخاب کنید
جریان جوشبرای جوشکاری تک مرحله ای بسته به ضخامت دیواره لوله ، و برای چند گذر ، بر اساس ارتفاع غلتک ، که باید 2-2.5 میلی متر باشد ، انتخاب کنید. جریان جوش با سرعت 30 - 35 A در هر 1 میلی متر قطر الکترود اختصاص داده می شود.
ولتاژ قوسباید حداقل باشد ، که مربوط به جوشکاری با قوس کوتاه است.
سرعت جوشطوری تنظیم کنید که نفوذ لبه ها و تشکیل ابعاد مورد نیاز درز تضمین شود.
محافظت از مصرف گازبستگی به درجه فلز جوش داده شده و حالت فعلی (از 8 تا 14 لیتر در دقیقه) دارد.
سیم پرکنندهبا قطر 1.6-2 میلی متر با توجه به درجه فلزی که جوش داده می شود انتخاب می شود (جدول صفحه 16 را ببینید).
26.07.2016موفقیت چنین ارتباط پیچیده تا حد زیادی به انتخاب صحیح روش بستگی دارد جوشکاری لولهکه برای نوع خاصی از فلز انتخاب شده است.
به طور کلی ، جوشکاری قوس الکتریکی به عنوان بهترین گزینه برای اتصال لوله ها شناخته می شود.
اما این کار فقط توسط جوشکار که حداقل تجربه حداقل کار را دارد می تواند انجام دهد. توصیه می شود که یک مبتدی ابتدا تمرین کند.
هنگام کار با لوله های فلزی ضخیم ، بهتر است از یک روش جوش مداوم در جریان 40-60 آمپر استفاده شود. جوشاندن فلز بسیار مهم است ، و از طریق آن برش نخورید. در این حالت ، الکترود خیلی سریع نیست - در غیر این صورت کیفیت درز رنج می برد.
نقطه متناوب جوشکاری لوله هنگام جوشکاری لوله های با دیوار نازک استفاده می شود. لازم است که روند دقیق کنترل شود ، زیرا دیوارها به راحتی جوش می شوند. برای اتصال لوله های نازک بهتر است از دستگاه های نیمه اتو استفاده کنید. آنها با مقاومت کم جریان کار می کنند ، و کیفیت عالی را برای جوش های مداوم و لکه ای فراهم می کنند.
متخصصان توصیه می کنند کی جوشکاری لوله دستی یک درز سه گانه درست کنید - از یک درز منفرد قابل اطمینان تر خواهد بود. برای جوشکار راحت تر کار با لوله قابل چرخش راحت است. جوشکاری به اصطلاح اتصالات دوار به شرح زیر است:
- اول یک چهارم قطر لوله وصل می شود.
- سپس لوله 180 درجه چرخانده می شود ، و قسمت مقابل اولین درز پخته می شود.
- سپس نوبت جدید و جوشکاری سه ماهه دوم قطر لوله؛
- پس از این ، چرخش دیگری از لوله ساخته می شود ، و بخش باقیمانده متصل می شود.
پس از فرود ، دوم درز اول اعمال می شود. درز سوم سوم از طرف مقابل به درز دوم اعمال می شود.

هنگام جوشکاری یک لوله ثابت و سخت ، از تکنیک متفاوتی استفاده می شود:
- اولین درز سرب از پایین تا نصف قطر لوله ، و سپس پایین می رود ، بازگشت به ابتدا.
- استفاده از درز دوم نیز از پایین شروع می شود ، اما از طرف دیگر و در جهت مخالف هدایت می شود.
سایر روش های جوشکاری
یک روش مشابه برای جوشکاری اتصالات ثابت ، بخشهای کم مصرف را از بین می برد و درز قابل اطمینان تر است. در هنگام اجرای درز سوم طبق طرح گزینه اول کار می کنند.
قابل اطمینان ترین اتصال جوشکاری چند لایه است. در بعضی موارد ، از جوش مارپیچ استفاده می شود - با پاک کردن درز اولیه از مقیاس ، دوم موازی با غلتک اول است.
جوشکاری لوله مس
انتخاب روش جوشکاری لوله مس بستگی به هدف لوله های وصل شده ، سفت شدن درز و سایر خصوصیات دارد. سه روش جوشکاری استفاده می شود - قوس الکتریکی ، تماس و گاز.
امیدوار کننده ترین جوشکاری قوس الکتریکی با استفاده از الکترود تنگستن غیر مصرفی و سیم پرکننده است که در آن اکسید کننده ها اضافه می شوند.
توصیه می شود از نیتروژن به عنوان گاز محافظ استفاده شود ، زیرا جوشکاری ارزان است.
با این حال ، هنگام کار با لوله های مسی نازک ، بهتر است از آرگون استفاده شود.
همچنان به دنبال ترین دنباله مانده است جوشکاری لوله های فولادی - هم در تولید و هم در زندگی روزمره. در اینجا نقش اساسی با صلاحیت جوشکار ایفا می شود. در مورد تجهیزات جوشکاری ، از جوشکاری برقی ، جوشکاری گاز و دستگاه های نیمه اتوماتیک استفاده می شود.
قبل از شروع جوشکاری ، یک تمیز کردن کامل اولیه لبه ها از آلاینده ها و اکسیدها انجام می شود ، سپس محفظه برداشته می شود که به شما امکان می دهد یک منطقه V شکل بدست آورید ، به همین دلیل درز دوام و سفت می شود.

هنگام جوشکاری با مشعل گاز ، یک درز کافی است. به منظور از بین بردن عدم نفوذ ، انتهای درز کمی در ابتدا قرار گرفته است. درجه مواد پرکننده باید با فلز لوله جوش داده شده یکسان باشد.
و متداول ترین امروزه جوشکاری برقی و نیمه اتوماتیک است. در هر دو حالت ، روند آماده سازی لوله هایی که برای جوشکاری استفاده می شوند ، آغاز می شود. سپس قطعات متصل شده در مرکز یا به طور مساوی در سه یا چهار نقطه چیده می شوند.
درز اول "سه" است. مهم است که اتاقک را فقط دو سوم پر کنید. پس از تمیز کردن درز از سرباره و بررسی کیفیت کار ، الکترود "چهار" را تغییر داده و شروع به اعمال یک درز اضافی کنید.
جوشکاری لوله گالوانیزه
فناوری ویژه جوشکاری لوله گالوانیزه به شما امکان می دهد بدون ایجاد مزاحمت در پوشش روی ، آنها را به هم وصل کنید. یک شار در نقطه اتصال استفاده می شود ، که باعث محافظت در برابر فرسودگی پوشش می شود. در زیر لایه شار ، روی ابتدا از اثر گرما چسبناک می شود ، سپس ذوب می شود ، اما نمی سوزد و تبخیر نمی شود. پس از اتمام جوشکاری ، این امر محافظت در برابر خوردگی می کند.
هنگام کار با مواد گالوانیزه ، تهویه بسیار مهم است. در غیر این صورت ، جوشکار ممکن است یک بیماری ریوی ناشی از دفع روی یا بدتر از آن خفه کند.

جوش لوله پروفیل
راه اصلی جوشکاری لوله های پروفیل - دکمه مشترک مشترک باسن. آنها با روش قوس یا گاز انجام می شوند ، اما به لطف سادگی و درز با کیفیت بالا ، اولین مورد آنها رایج تر است. با این حال ، جوشکاری الکتریکی یک لوله پروفیل نیاز به تجربه جوشکار ، حداقل کمی دارد.
به عنوان مثال ، مقدار زیادی از انتخاب صحیح الکترود بستگی دارد. هرچه ضخیم تر باشد ، قوس قدرتمندتر است. یک الکترود بیش از حد ضخیم می تواند یک لوله پروفیل را سوراخ کند ، و جوش ناپایدار را خیلی نازک می کند. با توجه به اینکه ضخامت مشخصه این محصول 1.5-5 میلی متر است ، "دو و سه" مناسب هستند.
هنگام کار با لوله های پروفیل ، سرعت حرکت الکترود از طریق ماده اهمیت دارد. اگر سرعت خود را کم کنید ، خطر آتش زدن قسمت وجود دارد و در صورت سرعت بخشیدن به آن ، درز بی کیفیتی به دست می آورید. حرکت مطلوب به صورت تجربی انتخاب می شود.
حرفه ای بودن واقعی نیاز دارد جوشکاری لوله گازبسیار خطرناک است شما باید سریع و کارآمد کار کنید.
قبل از شروع اتصال ، لبه های لوله ها درمان می شوند: آنها از آلودگی ها تمیز می شوند. اگر لوله ضخیم است - بیش از 4 میلی متر ، سپس لبه ها را ببندید تا گرم شدن فلز در محل تماس آسان شود.
دو روش جوشکاری لوله های گازی استفاده می شود:
- جوشکاری از چپ به راست وقتی ضخامت فلز بیش از 5 میلی متر باشد درخواست کنید. قوس به قسمت در حال جوش داده شده می رود ، همراه با مشعل مواد افزودنی حرکت می کند. این گزینه موجب صرفه جویی در مصرف بنزین و افزایش 25٪ بهره وری می شود.
- جوشکاری از راست به چپ. در اینجا مشعل در امتداد بخش های بدون سیم پیشرفته است - سیم پرکننده "از موتور جلو می رود". بهترین روش برای کار با لوله های گازی با دیوارهای نازک.

روش قوس جوشکاری لوله اغلب در نصب یا ساخت خطوط تولید استفاده می شود. آنها در جریان مستقیم یا متناوب تولید می شوند.
صرفه جویی در مصرف برق و در نتیجه از این مزیت بیشتر ، زیرا مصرف انرژی کمتری دارد. بله ، و تجهیزات مورد نیاز مقرون به صرفه تر است.
این یکی از دشوارترین انواع کار جوشکاری است. مشکل اصلی در نیاز به انجام جوشکاری در موقعیت های مختلف نهفته است.
اتصالات ثابت در موقعیت در فضا عمودی (محور لوله افقی) و افقی (محور لوله عمودی است). اتصالات لوله ثابت با ضخامت دیواره بیش از 3 میلی متر در چند لایه جوش داده می شود ، ارتفاع هر لایه نباید از 4 میلی متر تجاوز کند و عرض غلتک باید برابر با دو تا سه قطر الکترود باشد.
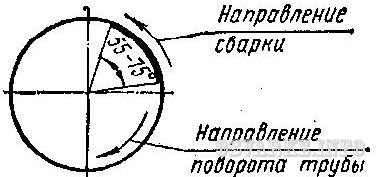
اتصالات لوله با قطر بیش از 300 میلیمتر به روش معکوس جوش داده شده استطول هر بخش باید 150-300 میلی متر باشد. هر بخش با یک قوس کوتاه برابر با نصف قطر الکترود پخته می شود. درزهای همپوشانی (قفل) به قطر قسمت بستگی دارد و می تواند از 20 تا 40 میلی متر باشد. لازم است که جوشکاری با "زاویه عقب" شروع شود و با "زاویه جلو" پایان یابد.
فرآیند از موقعیت سقف شروع می شود و در موقعیت پایین تر به پایان می رسد. بیشترین نیازها به کیفیت بخیه ریشه تحمیل می شود. در هنگام اجرای آن ، لازم است تا یکنواخت بر لبه های قطعات نظارت شود تا یک غلتک معکوس یکنواخت با افزایش 1-3 میلی متر بر سطح داخلی درز بدست آید.
لایه اول با حرکت برگشتی الکترود با تاخیر قوس در استخر جوش جوش داده می شود. این به شما امکان می دهد لبه های مفصل را با تشکیل یک غلتک رشته باریک با ارتفاع 1-1.5 میلی متر در قسمت داخلی آن ذوب کنید.
در عین حال ، لکه های بزرگ فلز مذاب نباید روی لبه های جوش خورده قرار گیرند و جوشکاری بدون سوختگی باید انجام شود. برای این کار ، قوس باید کوتاه باشد. پاره کردن قوس از حمام ، شما نمی توانید آن را بیش از 1-2 میلی متر از بین ببرید. همپوشانی ابتدا و انتهای لایه مجاور باید 20-25 میلی متر باشد. لایه جوش بعدی باید از نقطه پایینی دور لوله 5-6 سانتی متر جبران شود ، و بنابراین هر لایه بعدی نسبت به نقطه شروع جوش قبلی می باشد.
در هنگام جوش کردن لایه های دوم و بعدی ، الکترود باید از لبه یک لبه تا لبه لبه دیگر دارای لرزش های عرضی باشد. هنگام جوشکاری ، سطح هر یک باید مقعر یا کمی محدب باشد. برآمدگی زیاد درز مخصوصاً در هنگام جوشکاری سقف می تواند دلیل عدم نفوذ باشد. لایه های پر کننده جوش با اطمینان قابل جابجایی هستند و لبه های لوله های جوش داده شده را ذوب می کنند. پس از هر لایه درز ، لازم است سطح درز از سرباره تمیز شود.
آخرین لایه با ارتفاع 2-3 میلی متر و عرض 2-3 میلی متر بیشتر از عرض لبه های برش انجام می شود. باید یک انتقال صاف از فلز رسوب شده به پایه داشته باشد. ترتیب همپوشانی اتصالات ثابت عمودی در شکل نشان داده شده است. 3
جوشکاری لوله های با قطر بزرگ می تواند همزمان توسط چندین جوشکار انجام شود. اگر دو عدد از آنها وجود داشته باشد ، پس از جوشکاری باید از پایین نادر به سمت بالا در امتداد محیط در جهتهای مخالف انجام شود. اگر بیشتر باشد ، پس از آن هر جوشکار جوشکاری خود را در سایت خود انجام می دهد ، که از نظر قطر مخالف هستند.
هنگام جوشکاری لوله ها با قطر 600 میلی متر یا بیشتر پس از جوشاندن ریشه درز ، توصیه می شود لایه ریشه را از داخل لوله جوش دهید. درز جوشکاری نباید دارای سطح ریز پوستی باشد که با سطح داخلی لوله بدون زیرپوش و نقص دیگر هموار باشد. تقویت درز جوش باید حداقل 1 و بیشتر از 3 میلی متر نباشد. جوشکاری توسط الکترودهای نوع اصلی با قطر 3-4 میلی متر انجام می شود.
هنگام مونتاژ اتصالات لوله افقی در لبه لوله پایین ، محفظه جدا نمی شود یا زاویه 10-15 درجه برداشته می شود ، که روند جوشکاری را بدون تغییر کیفیت آن بهبود می بخشد.
بهترین روش جوش دادن اتصالات افقی جوشکاری با غلطک های بخش کوچک است. غلتک اول در بالای درز با الکترودهایی با قطر 3-4 میلی متر در حین حرکت برگشتی الکترود با تشکیل اجباری در قسمت داخلی اتصال یک غلتک رشته باریک با ارتفاع 1-1.5 میلی متر اعمال می شود. پس از اولین غلتک (لایه) ، سطح آن تمیز می شود ، غلتک دوم به گونه ای اعمال می شود که با حرکت متقابل الکترود و نوسان جزئی آن از لبه لبه پایین به لبه فوقانی ، لبه اول را به هم می زند.
جوشکاری در همان جهت انجام می شود که جوشکاری لایه اول (غلتک) انجام می شود ، سپس جریان افزایش می یابد و غلتک سوم با الکترودهایی با قطر 4-5 میلی متر جوش داده می شود. غلتک سوم در جهت مخالف با اول اعمال می شود ؛ باید 70٪ از عرض غلتک دوم را با هم همپوشانید. غلتک چهارم در همین راستا گذاشته شده است ، اما در شکاف بین غلتک سوم و لبه بالایی قرار دارد.
جوشکاری اتصالات لوله ثابت نیاز به تجربه در این نوع کار دارد ، بنابراین باید به متخصصان سپرده شود. به خصوص در مورد خطوط لوله با افزایش نیاز به سفتی اتصالات جوش داده شده.
هنگام جوشکاری اتصالات لوله در بیش از سه لایه ، از لایه سوم شروع می شود ، هر یک از قسمت های بعدی در جهت مخالف از لایه قبلی انجام می شود. لوله هایی با قطر حداکثر 200 میلی متر با درزهای جامد جوش داده می شوند ، و با قطر بیش از 200 میلی متر - با روش گام معکوس. اتصالات ثابت افقی "به عقب" جوش داده می شوند. شیب الکترود نسبت به محور عمودی باید 80-90 درجه باشد. برای پختن قوس متوسط \u200b\u200bلازم است.
پس از جوشکاری ، جوشکار باید اتصالات سرباره و پاشش را پاک کند ، تمام نقایص خارجی را بررسی و برطرف کرده و علامتی را بر روی آن قرار دهد.
جوشکاری لوله ، اتصالات لوله ، جوشکاری لوله ، اتصالات ثابت ، اتصالات جوش داده شده ، جوش لب به لب ، اتصالات عمودی ، محور لوله به صورت افقی ، اتصالات افقی ، محور لوله به صورت عمودی
فصل XXVIII
ویژگی های جوشکاری برخی از انواع طرح ها
§ 125. جوش لوله
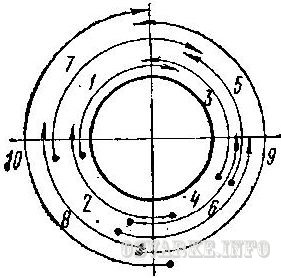
اطلاعات عمومی هنگام ساخت خط لوله ، اتصالات لوله جوش داده شده می توانند دوار ، غیر چرخشی و افقی باشند (شکل 123).
شکل 123. اتصالات لوله جوش داده شده:
a - دوار ، ب - غیر قابل چرخش ، ج - افقی
قبل از مونتاژ و جوشکاری لوله ها به دلیل انطباق با الزامات پروژه ای که برای آن خط لوله ساخته شده است و با شرایط فنی بررسی می شوند. الزامات اساسی: یک گواهی برای لوله ها ، عدم وجود بیضی لوله ، عدم فاصله لوله ، ترکیب شیمیایی و خصوصیات مکانیکی فلز لوله مطابق با الزامات مشخص شده در مشخصات فنی یا GOST ها می باشد.
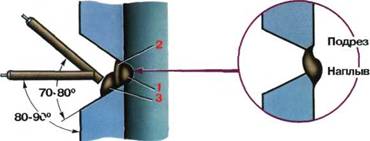
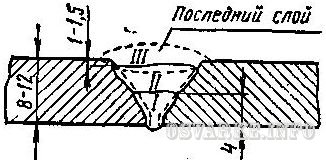
هنگام تهیه اتصالات لوله برای جوشکاری ، عمود بودن سطح صفحه بریده شده لوله را به محور آن ، زاویه باز شدن لبه ها و میزان جوش زدن را بررسی کنید. زاویه باز شدن درز باید 60-70 درجه باشد و مقدار blunting 2-2.5 میلی متر باشد (شکل 124). چمبرها از انتهای لوله ها به وسیله مکانیکی ، برش گاز یا سایر روش هایی که شکل ، اندازه و کیفیت لبه های پردازش شده را ارائه می دهند ، خارج می شوند.
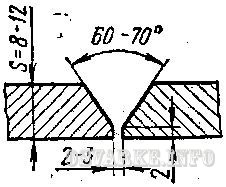
شکل 124. تهیه لبه های لوله برای جوشکاری با ضخامت دیواره 8-12 میلی متر
تفاوت ضخامت دیواره های لوله های جوش داده شده و جبران لبه های آنها نباید از 10٪ از ضخامت دیواره ، بلکه بیشتر از 3 میلی متر نباشد. هنگام اتصال لوله ها ، باید فاصله یکنواخت بین لبه های پیوسته عناصر پیوست شده ، برابر با 2-3 میلی متر اطمینان حاصل شود.
قبل از مونتاژ لبه های لوله های اتصال ، و همچنین سطوح داخلی و خارجی مجاور آنها به طول 15-20 میلی متر ، آنها از روغن ، مقیاس ، زنگ زدگی و خاک تمیز می شوند.
چسباندن ، که جزئی جدایی ناپذیر از جوش است ، توسط همان جوشکارهایی انجام می شود که اتصالات را با استفاده از همان الکترودها جوش می دهند. هنگام جوشکاری لوله های با قطر حداکثر 300 میلی متر ، در چهار مکان چسبانندگی به صورت یکنواخت در اطراف محیط در چهار مکان با درز 3-4 میلی متر و هر 50 میلی متر طول انجام می شود. در هنگام جوشکاری لوله ها با قطر بیش از 300 میلی متر ، میله هایی به طور یکنواخت در اطراف کل مفصل هر 250-300 میلی متر قرار داده می شوند.
هنگام نصب خطوط لوله ، باید تلاش کرد تا اطمینان حاصل شود که هرچه بیشتر اتصالات در حالت چرخشی جوش داده شوند. لوله هایی با ضخامت دیواره 12 میلی متر در سه لایه جوش داده می شوند. لایه اول باعث ایجاد نفوذ موضعی در ریشه درز و همجوشی قابل اعتماد در لبه ها می شود. برای این کار ، لازم است که فلز رسوب شده یک غلتک رشته باریک به طول 1 تا 5 میلی متر در داخل لوله تشکیل دهد ، به طور یکنواخت در کل محیط توزیع شود. برای به دست آوردن نفوذ بدون یخچالها و بربرها ، حرکت الکترود باید با تأخیر کوتاه الکترود در استخر جوش ، نوسان جزئی عرضی جزئی بین لبه ها و تشکیل یک سوراخ کوچک در بالای آستانه جلوی لبه ها انجام شود. سوراخ در نتیجه نفوذ فلز پایه توسط یک قوس بدست می آید. اندازه آن نباید از شکاف بین لوله ها تا 1-2 میلی متر تجاوز کند.
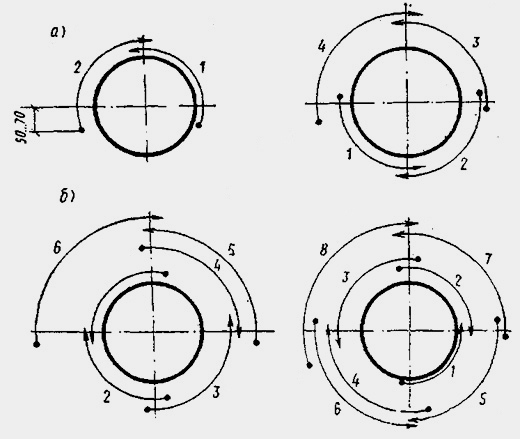
جوش اتصالات دوار. لایه اول با ارتفاع 3-4 میلی متر با الکترودهایی با قطر 2 ، 3 و 4 میلی متر جوش داده می شود ، لایه دوم با الکترودهای با قطر بزرگتر و با افزایش جریان ذوب می شود. دو لایه اول می تواند به یکی از روش های زیر انجام شود.
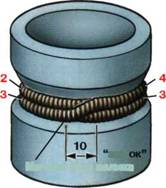
1. مفصل به چهار بخش تقسیم می شود. ابتدا بخش های 1-2 جوش داده می شوند ، پس از آن لوله از طریق 180 درجه تبدیل می شود و بخش های 3 و 4 جوش داده می شوند (شکل 125). سپس لوله 90 درجه دیگر چرخانده می شود و بخش های 5 و 6 جوش داده می شوند ، سپس لوله 180 درجه می چرخد \u200b\u200bو بخش های 7 و 8 جوش داده می شوند.
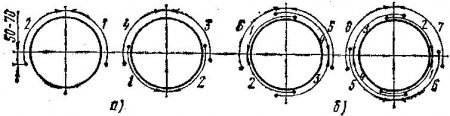
شکل 125. طرح جوشکاری اتصالات لوله:
2. مفصل به چهار بخش تقسیم می شود. ابتدا 1 و 2 را جوش داده و سپس لوله را 90 درجه بپیچانید و بخش های 3 و 4 را جوش دهید (شکل 126). پس از جوشکاری لایه اول ، لوله 90 درجه چرخانده شده و مقاطع 5 و 6 جوش داده می شوند ، سپس لوله 90 درجه می چرخد \u200b\u200bو بخش های 7 و 8 جوش داده می شوند.
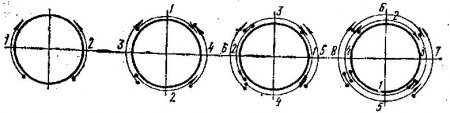
شکل 126. طرح جوشکاری اتصالات لوله مطابق روش دوم
3. اتصالات به چند بخش تقسیم می شود (در هنگام جوشکاری لوله های با قطر بیش از 500 میلی متر) ، جوشکاری به روش معکوس در بخش های جداگانه انجام می شود (شکل 127). طول هر بخش درز (1-8) 150300 میلی متر است و به قطر لوله بستگی دارد.
شکل 127. طرح جوشکاری اتصالات لوله های با قطر بزرگ:
a - لایه اول ، b - لایه دوم
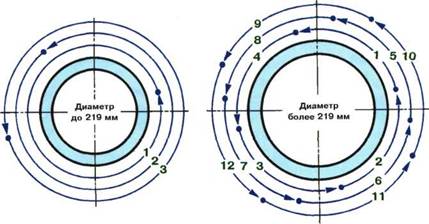
لایه سوم در تمام روشهای فوق در طول چرخش لوله اعمال می شود. روی لوله هایی با قطر حداکثر 200 میلی متر ، نمی توانید اتصالات را به بخش ها تقسیم کنید و با یک درز مداوم با چرخش لوله در طی فرآیند جوشکاری ، آن را جوش دهید (شکل 128). لایه های دوم و سوم به طور مشابه با لایه های اول اما در جهت های مخالف انجام می شوند. در همه موارد ، لازم است که هر یک از آن با آن قبلی با 10-15 میلی متر همپوشانی داشته باشد.
شکل 128. طرح جوشکاری اتصالات لوله های با قطر کوچک
جوش اتصالات ثابت. اتصالات لوله ثابت با ضخامت دیواره تا 12 میلی متر در سه لایه جوش داده می شود ، ارتفاع هر لایه نباید از 4 میلی متر تجاوز کند ، و عرض غلتک باید برابر با دو تا سه قطر الکترود باشد.
اتصالات لوله های با قطر بیش از 300 میلی متر به صورت مرحله ای معکوس جوش داده می شوند ، طول هر بخش باید 150-300 میلی متر باشد ، ترتیب کاربرد آنها در شکل نشان داده شده است. 129
شکل 129. طرح لایه بندی هنگام جوشکاری اتصالات ثابت لوله ها با قطر تا 400 میلی متر (اعداد حاکی از توالی مقاطع جوشکاری در لایه ها هستند ، و فلش ها جهت جهت جوشکاری را نشان می دهند)
اولین لایه در حین حرکت برگشتی الکترود با تأخیر قوس در استخر جوش تشکیل می شود. مقدار فعلی بر روی 140-170 A تنظیم شده است ، که اجازه می دهد لبه های مفصل را با تشکیل یک غلتک رشته باریک با ارتفاع 1-1.5 میلی متر در قسمت داخلی آن ذوب کنید. در عین حال ، لکه های بزرگ فلز مذاب نباید روی لبه های جوش خورده قرار گیرند و جوشکاری بدون سوختگی باید انجام شود. برای این کار ، قوس باید کوتاه باشد. پاره کردن قوس از حمام ، شما نمی توانید آن را بیش از 1-2 میلی متر از بین ببرید. همپوشانی ابتدا و انتهای لایه مجاور باید 20-25 میلی متر باشد.
حالت جوشکاری لایه دوم مانند جوشکاری لایه اول است. هنگام جوشکاری لایه دوم ، الکترود باید از لبه یک لبه تا لبه لبه دیگر دارای لرزش های عرضی باشد.
هنگام جوشکاری ، سطح هر لایه می تواند مقعر باشد (شکل 130 ، الف) یا کمی محدب (شکل 130 ، ب) ، همرفت بیش از حد درز ، به خصوص در هنگام جوشکاری سقف (شکل 130 ، ج) می تواند باعث عدم نفوذ شود.
شکل 130. سطح بخیه ریشه:
a - مقعر ، 6 - کمی محدب ، c - به شدت محدب (فلش مکان های ممکن برای عدم نفوذ را نشان می دهد)
برای تسهیل مشاهده ناحیه جوشکاری در جهت هدایت لایه آخر ، لایه پیشخوانی در ناحیه لبه ها اعمال می شود تا سطح آن 1-1.5 میلی متر زیر لبه های جوش داده شده باشد (شکل 131). آخرین لایه با ارتفاع 2-3 میلی متر و عرض 2-3 میلی متر بیشتر از عرض لبه های برش انجام می شود. باید یک انتقال صاف از فلز رسوب شده به پایه داشته باشد.
شکل 131. طرح پر کردن لبه های برش
جوش اتصالات افقی. هنگام مونتاژ اتصالات لوله افقی ، نیازی به حذف کامل لبه های لوله تحتانی نیست ، کافی است آن را با زاویه 10-15 درجه باز کنید ، که روند جوشکاری را بدون تغییر کیفیت آن بهبود می بخشد (شکل 132 ، الف). هنگام مونتاژ خطوط لوله غیر مسئول بر روی لوله پایین ، به هیچ وجه از بین نمی رود (شکل 132 ، ب).
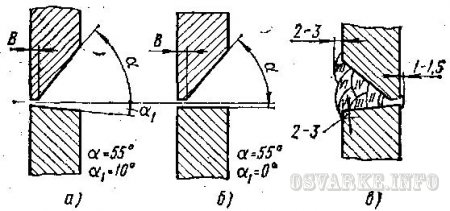
شکل 132. الگوی برش لبه های اتصالات افقی خط لوله های مسئول (الف) و غیر مسئول (ب) و جوش آنها (ج) ، اعداد حاکی از ترتیب لایه ها است
بهترین روش جوش دادن اتصالات افقی جوشکاری با غلطک های بخش کوچک است. غلتک اول در بالای درز (شکل 132 ، c) با الکترودهایی به قطر 4 میلی متر (با جریان 160-190 A) با حرکت برگشتی الکترود با تشکیل اجباری در قسمت داخلی اتصالات یک غلتک نخ باریک 1-1.5 میلی متر قرار می گیرد. پس از اولین غلتک (لایه) ، سطح آن تمیز می شود ، غلتک دوم به گونه ای اعمال می شود که با حرکت متقابل الکترود و نوسان جزئی آن از لبه لبه پایین به لبه فوقانی ، لبه اول را به هم می زند. جوشکاری در همان جهت انجام می شود که جوشکاری لایه اول (غلتک) انجام می شود ، سپس جریان به 250-300 A افزایش می یابد و غلتک سوم با الکترودهایی به قطر 5 میلی متر جوش داده می شود که باعث افزایش بهره وری در جوشکاری می شود. غلتک سوم در جهت مخالف با اول اعمال می شود ؛ باید 70٪ از عرض غلتک دوم را با هم همپوشانید. غلتک چهارم در همین راستا گذاشته شده است ، اما در شکاف بین غلتک سوم و لبه بالایی قرار دارد.
هنگام جوشکاری اتصالات لوله در بیش از سه لایه ، از لایه سوم شروع می شود ، هر یک از قسمت های بعدی در جهت مخالف از لایه قبلی انجام می شود. لوله های با قطر حداکثر 200 میلی متر با درزهای جامد جوش داده می شوند ، و با قطر بیش از 200 میلی متر - با روش گام معکوس.
بازدید کننده گرامی ، مقاله "جوشکاری لوله" را که در دسته "جوشکاری قوس دستی" منتشر شده است ، می خوانید. اگر این مقاله را دوست داشتید یا یافتید مفید است ، لطفاً آن را با دوستان و آشنایان خود به اشتراک بگذارید.
بر دانش خود درآمد کسب کنید. به سؤالات پاسخ دهید و هزینه آن را بپردازید!
11 فوریه 2012 | بازدیدها: 48851 |