
Classificação de pipeline
Dependendo da finalidade funcional do pipeline, eles são divididos em:gasodutos de campo
tubulações de tronco
gasodutos e água quente
gasodutos tecnológicos
gasodutos (distribuição)
abastecimento de água e esgoto
Uma quantidade significativa de aços utilizados na fabricação de tubos e na construção de dutos para diversos fins é ocupada por aços de baixo carbono e baixa liga, com uma resistência de escoamento de até 500 MPa.
Como os processos tecnológicos dos tubos de solda desses aços durante a construção de tubulações para diversos fins praticamente não são muito diferentes entre si, e os documentos técnicos e regulatórios usados \u200b\u200bnesse caso refletem diferenças apenas nos requisitos de preparação de bordas, montagem, qualidade de juntas soldadas e testes de resistência e estanqueidade , no futuro, consideraremos as disposições gerais do processo de fabricação usando o exemplo de tronco e distribuição (gasodutos) gasodutos.
Métodos de soldagem de dutos
Os métodos de soldagem de dutos são classificados como térmicos, termomecânicos e mecânicos. Os métodos térmicos incluem todos os tipos de soldagem por fusão (arco, gás, plasma, feixe de elétrons, laser e outros tipos de soldagem. A classe termomecânica inclui soldagem por contato de topo, soldagem a arco controlada magneticamente. Os métodos mecânicos incluem soldagem por fricção e explosão.
Distinguir métodos de tubulações de soldagem por tipo de transportadores de energia (arco, gás, plasma, laser, etc.); de acordo com as condições de formação da junta (formação livre ou forçada da solda); pelo método de proteção da zona de soldagem (arco submerso, na proteção de gases, usando fio de eletrodo de autoproteção, etc.); de acordo com o grau de mecanização e automação do processo (manual, mecanizado, automatizado e robótico).
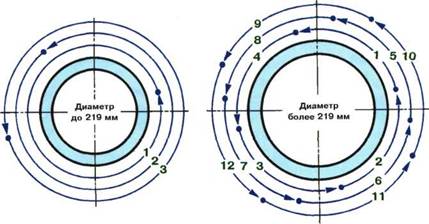
Para soldagem tubulações de tronco Os métodos de soldagem a arco mais amplamente utilizados. Mais de 60% de todas as juntas nas rodovias são soldadas por soldagem automática a arco submerso. A soldagem a arco submerso é usada apenas nos casos em que existe a possibilidade de rotação da junta. A soldagem a arco submerso de tubulações é automatizada principalmente na fabricação de duas e três seções de tubos com um diâmetro de 219 ... 1420 mm. Quando o uso de métodos mecanizados não é possível, a soldagem a arco manual é usada.
A soldagem manual a arco é realizada em várias posições espaciais da junta - inferior, vertical e teto. Durante a soldagem, o eletrodo é movido manualmente ao redor do perímetro da junta a uma velocidade de 8 ... 20 m / h.
A soldagem em gás de proteção é dos seguintes tipos: por tipo de gás de proteção - soldagem em gases inertes (argônio, hélio, sua mistura), em gases ativos (CO2, nitrogênio, hidrogênio), soldagem em uma mistura de gases inertes e ativos (Ar + CO2; Ar + CO2 + O2); por tipo de eletrodo - eletrodo de fusão e não consumível (tungstênio); de acordo com o grau de mecanização, soldagem manual, mecanizada e automatizada. A soldagem a arco de gás blindado é usada para soldagem de tubos em várias posições espaciais. A velocidade da soldagem manual é de 8 a 30 m / h, mecanizada e automatizada de 20 a 60 m / h. Para a soldagem de tubulação, é utilizado o método de soldagem mecanizada de arame tubular com formação forçada de uma costura, na qual os componentes em pó que enchem a bainha de metal do arame desempenham funções de proteção. À medida que a piscina de solda cristaliza, o dispositivo de formação externo e a cabeça de soldagem se movem ao longo do perímetro da junta de baixo para cima a uma velocidade de 10 ... 20 m / h. A soldagem a laser por dutos é promissora, na qual o raio laser serve como transportador de energia. Velocidade de soldagem a laser - até 300 m / h.
Na soldagem instantânea por fusão contínua, o processo ocorre automaticamente de acordo com um programa predeterminado. A duração da soldagem de uma junta de tubos com 1420 mm de diâmetro é de 3 a 4 minutos, o ciclo de soldagem de uma junta na construção de tubulações é de 10 a 15 minutos.
A soldagem automática por um arco controlado magneticamente (ou soldagem por contato de arco) difere da soldagem por flash de topo pelo método de aquecimento de arestas. Na soldagem por contato com arco, o aquecimento é realizado por um arco girado por um campo magnético ao longo das bordas dos tubos sendo soldados com alta velocidade. Este método de soldagem é usado para a construção de tubulações de diâmetro pequeno (até 114 mm).
Documentos regulamentares utilizados na construção de tubulações de troncos e distribuição
O principal documento regulador que rege as regras para a montagem e o trabalho de soldagem na construção de tubulações no CEI é o “Padrões e regras de construção”, com base nos quais as “Regras consolidadas para soldagem e controle de qualidade de juntas soldadas” SP 105-34-96, bem como SNiP 3.05.02.88 "Gasodutos". Esses documentos contêm as regras para testes de qualificação de soldadores e controle de juntas toleráveis, regras para a preparação de tubos para soldagem, condições para endireitamento, reparo e rejeição de tubos, procedimento de montagem de vários tubos entre si e acessórios para tubos, são especificados métodos de soldagem e condições climáticas ao executar trabalhos na rota, documentos regulamentares regulam o uso dos materiais de soldagem recomendados, bem como as regras e regulamentos para o monitoramento de juntas soldadas de tubulações, as condições para sua rejeição e reparo.
Para desenvolver as principais disposições desses SNiPs, foram desenvolvidas instruções tecnológicas para soldagem de dutos (VSN 066-89 e VBN A.3.1.-36-3-96 e o \u200b\u200bmétodo de monitoramento de juntas soldadas de dutos (VSN 012-88). Essas instruções regulam: as principais disposições da tecnologia manual e soldagem a arco automática de juntas de tubo de anel, bem como tubos com válvulas de corte e distribuição de troncos e tubulações de distribuição com um diâmetro de 14 a 1420 mm e espessuras de parede de 1 a 26 mm, projetadas para uma pressão não superior a 7,5 MPa; controle de juntas soldadas e seu reparo, segurança e saneamento industrial.De acordo com essas instruções, é permitido soldar tubos de aço com uma resistência à tração padrão de até 590 MPa, inclusive. gases de proteção e arame tubular com formação forçada de uma costura. As instruções não se aplicam à soldagem de tubulações para fins especiais (para transporte de amônia, etileno, etanol, dióxido de carbono etc.), bem como tubulações para produtos corrosivos.
Durante a construção de dutos no exterior, eles são guiados por normas nacionais e internacionais (Tabela 1), entre os quais os mais populares são o API 1104, API 5D e BS 4515. Ao monitorar a qualidade das juntas soldadas de dutos, geralmente são guiados pelo padrão internacional ISO 8517 e pelo padrão europeu EN 25817 .
Quadro 1
Requisitos de tubulação
O aço de solda elétrica e costura em espiral soldado sem costura de aço é usado para a construção de troncos de gás e tubulações de distribuição. Tubos com diâmetro de até 1020 mm são fabricados em aços de baixa liga calmos e semi-silenciosos, tubos com diâmetro de até 1420 mm são fabricados em aços de baixa liga em um estado termicamente aprimorado ou endurecido termomecanicamente. Somente para gasodutos de distribuição de baixa pressão (até 0,005 MPa), é permitido o uso de tubos feitos de aços de baixo carbono em ebulição.
No SIA, os tubos são utilizados de acordo com GOST 8731 ... GOST 8734 do grupo B, bem como com o estudo de viabilidade apropriado, de acordo com GOST 9567; tubos soldados de aço elétrico - de acordo com GOST 20295 para tubos com diâmetro nominal (DN) de até 800 mm, inclusive. Para tubos com DN\u003e 800 mm, estão sendo desenvolvidas especificações especiais que devem incluir os requisitos estabelecidos abaixo.
Os tubos acabados são marcados por estampagem com carimbos (estampagem a frio) a uma distância de 250-500 mm de um dos tubos e termina os seguintes dados: marca registrada ou nome do fabricante; classe de aço ou seu símbolo; número do tubo; marca de controle técnico; ano de fabricação. A área da marca é claramente delineada com tinta. Além disso, o diâmetro e a espessura da parede são indicados no tubo com tinta indelével.
Os tubos importados são fabricados e fornecidos principalmente de acordo com as normas do American Petroleum Institute (API), como: API-5 I (tubos sem costura e longitudinais), API-513 (tubos de costura em espiral para vários dutos), API-51X (tubos para dutos de alta pressão) .
Por esses padrões, os aços para tubos são agrupados pela resistência ao escoamento. Cada grupo de aços com a mesma resistência ao escoamento em milhares de libras por polegada quadrada. De acordo com esses padrões, existem grupos de aços: X-42, X-46, X-52, X-56, X-60, X-65, X-70 com resistência temporária à fratura de 414 a 565 MPa. Além das propriedades mecânicas, as normas API regulam o processo de fabricação de tubos, a composição química do aço, as dimensões, o peso e o comprimento do tubo, a pressão durante os testes hidráulicos durante o processo de fabricação, os métodos de teste não destrutivo usados \u200b\u200bna fabricação, as condições para a reparação de tubos, etc. A designação do tubo de acordo com o padrão API consiste no nome do fabricante dos tubos, no monograma da API (marca comercial que significa que o tubo é fabricado de acordo com os requisitos da API), no tamanho do tubo em polegadas, no peso de um pé do tubo em libras, na designação da classe de resistência do aço e no tipo de fabricação S - sem costura, E - tubos de costura reta soldados, SW - tubos de costura em espiral, P - tubos com costura longitudinal soldada por métodos de prensagem), designações de tipo de aço (E - aço fundido em fornos elétricos, M - aço de baixa liga de alta resistência), Ia tipo de tratamento térmico (NM -normalization ou normalizados e temperado, NÃO - endurecimento e têmpera, o NS-alta têmpera). A marcação é realizada com tinta indelével. Tubos para tubulações principais são feitos de aço com uma razão entre força de escoamento e resistência à tração temporária não superior a: 0,75 - para aços de baixo carbono; 0,8 - para aços normalizados de baixa liga; 0,85 - para endurecimento por precipitação de aços normalizados e melhorados termicamente; 0,9 - para aços de laminação controlada.
Preparando bordas de tubos para soldagem
Antes de iniciar o trabalho de soldagem e instalação, é necessário garantir que os tubos e componentes de tubulação utilizados possuam certificados de qualidade e cumpram o projeto e as condições técnicas para sua entrega. Tubos e peças devem ser inspecionados de acordo com as normas e especificações relevantes para os tubos.
As extremidades dos tubos e conexões devem ter a forma e as dimensões do chanfro das arestas correspondentes aos processos de soldagem utilizados. Em caso de inconsistência, é permitido o processamento mecânico de arestas nas condições da rota. Para tubos de pequeno diâmetro (até 520 mm), é possível usar cortadores de esquadria, chanfros, corta-tubos e retíficas. Para diâmetros grandes, fresadoras orbitais, são usados \u200b\u200bmoedores e corte a jato de água. Em alguns casos, ao inserir bobinas ou sobreposições, é permitido o uso de métodos térmicos para a preparação de arestas, como:
a) corte oxi-combustível com subsequente limpeza mecânica dos bordos com uma roda abrasiva a uma profundidade de 0,1 ... 0,2 mm;
b) corte plasma a ar com usinagem subsequente a uma profundidade de 1 mm - devido à saturação da borda com nitrogênio (ao usar o argônio como gás formador de plasma, a usinagem não é necessária); c) corte por arco de ar, seguido de retificação a uma profundidade de 0,5 mm (carbonização da aresta);
d) goivagem e corte com eletrodos especiais, como ANR-2M, ANR-3 ou OK.21.03, após o qual nenhuma usinagem é necessária.
Antes de montar os tubos, é necessário limpar a cavidade interna dos tubos do solo, sujeira, neve e também limpar as bordas e superfícies internas e externas adjacentes dos tubos e acessórios a um mínimo de 10 mm para um brilho metálico.
Recomenda-se moer as áreas de reforço das costuras externas da fábrica adjacentes ao topo do tubo soldado a uma altura de O..D5 mm a uma distância do final de pelo menos 10 mm.
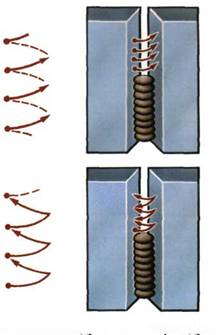
Todos os tubos entram na rota a partir de fábricas com ranhuras projetadas para soldagem a arco manual com eletrodos revestidos. Esta ranhura (Fig. 1, a) possui um ângulo de chanfro das arestas de 25 a 30 ° e uma embotamento de 1-2,6 mm para tubos de qualquer diâmetro com uma espessura de parede superior a 4 mm. Com uma espessura de parede de 16 mm ou mais, tubos de grande diâmetro podem ser fornecidos com corte de aresta combinado de acordo com a Fig. 1 b
O tamanho B depende da espessura da parede e é:
7 mm - com uma espessura de parede de tubo de 15 ... 19 mm
8 mm - com uma espessura de parede de tubo de 19 ... 21,5 mm
10 mm - com uma espessura de parede do tubo de 21,5 ... 26 mm.
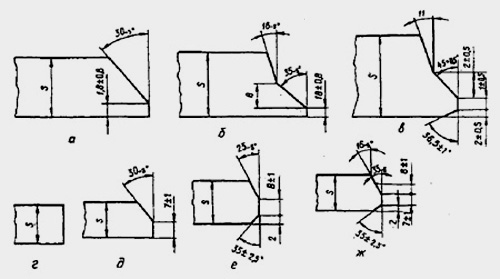
Fig. 1. Tipos de arestas de tubos de corte para soldagem manual a arco (a, b), soldagem automática em gases de proteção (c), soldagem automática a arco submerso (d, e, f, g) e arame tubular com formação forçada (a, b) .
Para tubulações com um diâmetro de 1000 mm e acima, quando uma costura de raiz soldada for feita a partir do interior, o corte mostrado na Fig. Durante a construção de tubulações de distribuição, é permitida a soldagem a arco manual de tubos sem arestas de corte com espessura de parede de até 4 mm. Além disso, para tubulações com diâmetro de até 152 mm, a soldagem a gás é possível (sem ranhuras - até 3 mm e chanframento unilateral - até 5 mm).
A conexão de tubos espaçados na rota é permitida sem processamento de borda adicional:
para espessuras de parede não superiores a 12,5 mm, se a diferença de espessura não exceder 2 mm;
para espessuras de parede superiores a 12,5 mm, se a diferença de espessura não exceder 3 mm. Nesse caso, o deslocamento das arestas unidas não é permitido.
A conexão de tubos ou válvulas com válvulas de corte e distribuição com maior diferença na espessura da parede é realizada por soldagem entre os elementos unidos de adaptadores fabricados na fábrica ou inserções de tubos de espessura intermediária de pelo menos 250 mm de comprimento.
É permitido realizar montagem e soldagem direta de tubos ou peças com partes de tubulações com uma diferença de até 1,5 espessuras com processamento especial adjacente à face final da superfície de um tubo ou peça mais espessa (Fig. 2, a). Não é permitida a soldagem de juntas de topo de tubos espaçados.
A conexão direta de tubos com válvulas de corte e distribuição é permitida desde que a espessura da extremidade do reforço do reforço não exceda 1,5 da espessura da parede do tubo com a preparação do encaixe de tubo de acordo com (Fig. 2, b). A preparação especificada deve ser realizada pelo fornecedor.
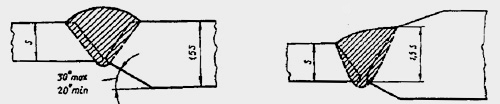
Fig. 2. Preparação para soldar as extremidades dos tubos e peças com diferentes espessuras de parede.
Requisitos de montagem de tubos
A montagem das juntas dos tubos deve garantir:
perpendicularidade da junta ao eixo da tubulação. O desvio da perpendicularidade não deve exceder 2 mm;
uniformidade em torno do perímetro da lacuna, dentro dos valores regulados pelas normas e instruções relevantes;
a quantidade mínima possível de deslocamento da aresta registrada por gabaritos universais, que não exceda os valores permitidos (para tubulações de troncos - espessura da parede de 0,2, mas não mais de 3 mm, para tubulações de distribuição - (0,15 de espessura da parede + 0,5 mm);
Misturar soldas longitudinais de fábrica entre si a uma distância de pelo menos 100 mm para tubos com diâmetro superior a 100 mm e 1/3 da circunferência para tubos com diâmetro inferior a 100 mm. No caso de impossibilidade técnica de atender aos requisitos especificados, é atribuído um controle ultrassônico adicional da junta de solda nesta seção da junta.
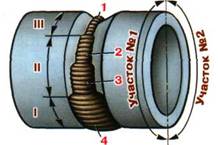
Na fabricação de tubos de grande diâmetro, cascas de cilindro de cascas, são utilizados os seguintes tipos de montagem e soldagem - "Montagem e soldagem de cascas de casca".
Pré-aquecimento
O pré-aquecimento é uma das operações tecnológicas mais importantes que permitem ajustar o ciclo térmico da soldagem. Sabe-se que a estrutura e as propriedades de uma junta soldada são amplamente determinadas pela taxa de resfriamento do metal na faixa de temperatura de 800 a 500 ° C (a menor estabilidade da austenita). Em altas taxas de resfriamento, é possível a formação de estruturas de martensita de têmpera no HAZ, que possuem alta resistência e baixa ductilidade, além de tendência a formar fissuras a frio. Isto é especialmente verdade para os aços de baixa liga com um equivalente de carbono de 0,43% e superior. Esses aços são muito sensíveis à ação do ciclo térmico, aos concentradores e a zona afetada pelo calor é propensa a fragilização. Esses fenômenos são mais pronunciados durante a soldagem a arco manual, quando a taxa de resfriamento do metal HAZ pode atingir 70 ° C / s. Para uma dada espessura da parede do tubo, a taxa de resfriamento da zona afetada pelo calor pode ser controlada alterando a temperatura inicial das arestas de união por pré-aquecimento. Isso é especialmente importante ao soldar a raiz da solda com eletrodos revestidos com celulose, quando a taxa de resfriamento é máxima em comparação com a soldagem de outras camadas da solda, a energia de soldagem linear é reduzida (a velocidade de soldagem com esses eletrodos é duas vezes a velocidade de soldagem com eletrodos com o revestimento principal) e a tendência e a formação de trincas a frio são aumentadas aumentando o conteúdo de hidrogênio de difusão no metal de solda. O pré-aquecimento não apenas reduz a probabilidade de formação de estruturas de têmpera no HAZ, mas também cria condições para a evacuação ativa do hidrogênio de difusão do metal de solda e da zona especificada. Isso, por sua vez, aumenta a resistência das juntas soldadas contra a formação de trincas a frio, principalmente ao usar eletrodos com revestimento de celulose, quando o teor de hidrogênio na solda pode atingir 50 mm por 100 g de metal de solda.
A temperatura de pré-aquecimento é selecionada dependendo da composição química do aço (equivalente a carbono), da espessura das máquinas de tubos, da temperatura ambiente e do tipo de revestimento do eletrodo. Esses parâmetros, em regra, são regulados pelas normas e instruções tecnológicas relevantes. Assim, por exemplo, no CEI, o BCH 066-89 é guiado (tabela 2). Ao soldar com eletrodos revestidos com celulose, a temperatura de pré-aquecimento aumenta em 75 ° C.
Quadro 2 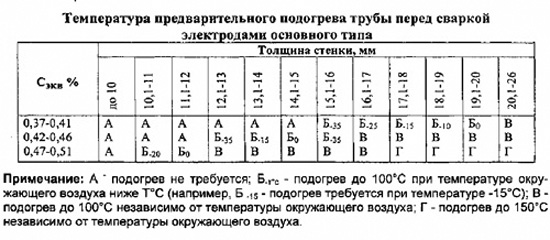
Ao escolher um aquecimento no exterior, eles costumam operar com o índice de resistência à fissuração de juntas soldadas, determinado pela fórmula de Ito-Besio:
onde: [N] é o conteúdo de hidrogênio de difusão, mm / 100 g;
t é a espessura das chapas soldadas, mm A temperatura de aquecimento é determinada pela fórmula empírica:
(°) TP.P \u003d 1440 Pcm - 392.
O aquecimento preliminar e, se necessário, concomitante deve ser realizado por dispositivos de aquecimento (a gás ou elétrico), garantindo um aquecimento uniforme do metal em todo o perímetro da junta soldada. A largura da zona de aquecimento dos tubos em cada lado da costura deve ser de pelo menos 75 mm.
A temperatura do aquecimento preliminar e simultâneo ao conectar tubos (ou tubos com uma peça) de vários tipos de aço ou com diferentes espessuras de parede, que devem ser aquecidas a diferentes temperaturas, é ajustada para o valor máximo.
Tecnologia e técnica de soldagem a arco manual
Quase 60% do volume de trabalhos de soldagem na construção de tubulações recai sobre a soldagem a arco manual. Trata-se da conexão de seções ou tubos individuais a uma rosca contínua, soldagem de transições através de barreiras naturais e artificiais, soldagem de voltas, soldagem de bobinas, unidades de guindaste, dobras, etc.
A tecnologia da soldagem a arco manual é determinada principalmente pelo material dos tubos a serem soldados. Dependendo do tipo de tubo de aço e das condições operacionais, os materiais de soldagem são selecionados. Depois disso, a tecnologia e a técnica de soldagem são estabelecidas, bem como a organização do trabalho, enquanto são guiadas pelo ritmo determinado de construção da tubulação. Com determinados consumíveis de soldagem, a tecnologia de soldagem depende do diâmetro e da espessura da parede do tubo.
Uma regra inquestionável na construção de tubulações de tronco e distribuição é a exigência de um número mínimo de camadas em uma costura. Para tubos com espessura de parede igual ou inferior a 6 mm - 2 camadas, com espessura de parede superior a 6 mm - 3 camadas.
O mais responsável é a camada raiz da costura. Ele deve derreter com segurança as bordas dos tubos a serem soldados e formar um rolo reverso uniforme com um ganho de 1-3 mm na superfície interna da costura. O enfraquecimento da raiz da junta (menisco) de até 10-15% da espessura da parede do tubo é permitido em seções individuais da junta com um comprimento não superior a 50 mm (para cada 350 mm da solda). A superfície externa da camada radicular deve ser lisa, finamente escamosa e ter uma união suave com as superfícies laterais do sulco. A forma ideal da superfície externa da costura pode ser realizada como uma retificadora e martelo pneumático, de acordo com os requisitos das instruções.
Ao soldar tubos com um diâmetro de 1020 mm ou mais após a soldagem da raiz da solda, recomenda-se soldar a camada de raiz do interior do tubo nos locais onde não há penetração da raiz e sempre no quarto inferior do perímetro da junta (a partir do interior), ou seja. na área que, ao soldar a raiz da costura pelo lado de fora, foi realizada na posição de teto. Na soldagem manual da raiz da costura das juntas rotativas de tubos de grande diâmetro, a soldagem é realizada em todo o perímetro da junta. Uma costura soldada proporciona penetração na raiz; deve ter uma superfície finamente escamosa que se adapte suavemente à superfície interna do tubo, sem cortes e outros defeitos. O reforço da costura de soldagem deve ser de pelo menos 1 e não mais de 3 mm. A soldagem é realizada por eletrodos do tipo principal com diâmetro de 3-4 mm.
As camadas de enchimento da solda são fundidas de maneira confiável e fundem as bordas dos tubos soldados. Após cada camada da costura, é necessário limpar a superfície da costura da escória.
A costura de frente tem um contorno suave e combina com a superfície do tubo, sem rebaixos e outros defeitos visíveis. O reforço da costura deve ser de pelo menos 1 e não mais de 3 mm. A largura da costura se sobrepõe à largura do corte em 2-3 mm em cada direção.
No final do turno, a junta de solda deve ser completamente soldada. Esse requisito é causado pelo fato de o oleoduto sofrer o efeito de uma mudança na temperatura ambiente durante o dia, o que é especialmente significativo ao mudar para noite e noite - durante o dia. Uma mudança de temperatura causa tensões nos tubos e nas juntas soldadas, que podem ser muito altas.
Se a junta não for totalmente soldada, em uma seção enfraquecida da solda, as tensões podem exceder a resistência ao escoamento e até a resistência temporária à fratura do metal de solda e a junta se romperá. Essa situação é especialmente perigosa em temperaturas negativas do ar, quando a ductilidade do metal diminui.
Dependendo do tipo de eletrodo recomendado, existem três esquemas de soldagem mais comuns: soldar a junta com eletrodos com o revestimento principal, soldar a junta com eletrodos de proteção contra gases, soldar a raiz da solda e passe quente com eletrodos de proteção contra gases e as camadas de revestimento e revestimento com eletrodos com o revestimento principal.
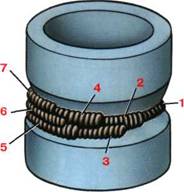
A soldagem dos eletrodos com o revestimento principal é realizada de baixo para cima com vibrações transversais, cuja amplitude depende da largura da junta. Com o método de soldagem dissecada por fluxo, cada soldador executa uma determinada seção da costura, cuja posição depende do número de soldadores trabalhando simultaneamente em uma junta. Em tubos de grande diâmetro, seu número pode chegar a quatro. Como regra, se houver dois soldadores, eles executam a soldagem por baixo, a partir do nadir, e sobem o perímetro na direção (no mostrador do relógio) de 6-3-12 e 6-9-12. Ao mesmo tempo, na parte do teto da junta, a trava deve ser deslocada de 50 a 60 mm a partir do ponto inferior da circunferência do tubo. Em duas camadas adjacentes, os bloqueios devem ser separados um do outro por pelo menos 50-100 mm. Se houver quatro soldadores, o primeiro par cozinha a seção da junta (no mostrador) 6-3 e 6-9, e o segundo par - 3-12 e 9-12.
O diagrama de sequência da aplicação de duas camadas durante a soldagem de baixo para cima por eletrodos com um revestimento básico é mostrado na Fig. 3 a. Todas as camadas ímpares subsequentes são realizadas de acordo com o esquema da primeira camada, todas as pares são realizadas de acordo com o esquema da segunda camada. Os algarismos romanos mostram a sequência de soldagem de seções individuais da costura. Dependendo de posição espacial Os valores de corrente recomendados para soldagem são apresentados na tabela.
Ao usar eletrodos com revestimento do tipo principal, somente as marcas de eletrodos certificados para a construção de tubulações devem ser usadas.
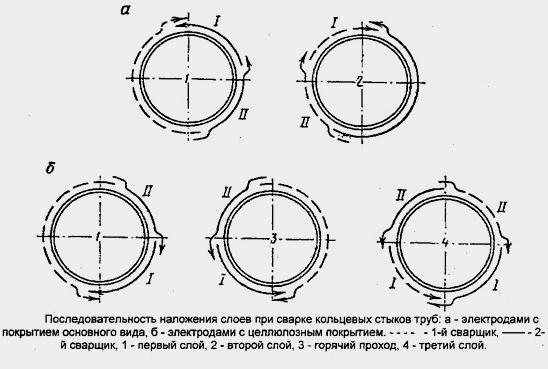
Fig. 3
Quadro 3 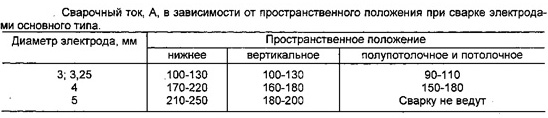
Ao usar eletrodos do tipo protetor de gás, a soldagem da raiz da solda é realizada de cima para baixo sem movimentos oscilatórios, apoiando-se nas bordas dos tubos sendo soldadas com a extremidade do eletrodo. A soldagem é realizada por corrente direta de polaridade reversa ou direta com uma tensão de circuito aberto da fonte de energia de pelo menos 75V. Os valores da corrente de soldagem ao soldar eletrodos com diâmetro de 3,25 mm não devem exceder 100-110A; ao soldar com eletrodos com diâmetro de 4 mm na posição inferior e semi-vertical 120-160A, nas posições restantes 100-140A. A velocidade de soldagem deve ser mantida na faixa de 16 a 22 m / h. Alterando o ângulo do eletrodo de 40 para 90 ° durante o processo de soldagem, o soldador salva a janela tecnológica formada durante a penetração do furo passante, através da qual ele observa a fusão da aresta.
Para reduzir o nível de tensões residuais de soldagem em junta soldada o perímetro da junta fixa é dividido em seções simétricas, diametralmente opostas e soldagem multicamada realizada na sequência mostrada na Fig. 4. O maior efeito de redução das tensões e deformações de soldagem é proporcionado pelo uso do método de soldagem reversa e pelo enchimento simultâneo da ranhura com duas ou quatro soldadoras.
![]()
Fig. 4. Procedimento recomendado para executar uma solda multicamada ao soldar eletrodos com revestimento básico: a - DN
Ao soldar tubulações de pequeno diâmetro (até 530 mm), a fim de reduzir a quantidade de trabalhos de instalação na vala, o aumento na seção do tubo é geralmente praticado pela soldagem com uma rotação das juntas 90 ou 180 °. O tubo é dividido em torno da circunferência em quatro seções de comprimento aproximadamente igual. Tendo as seções soldadas 1 e 2, a junta é girada 90 ° para as seções 3 e 4 da solda (Fig. 5). Em seguida, executando a próxima rotação a 90 °, soldando sequencialmente as seções 5 e 6, 7 e 8.
No outro caso, após a soldagem das seções 1 e 2 (Fig. 6), os tubos de topo são girados 180 ° para soldar as seções 3 e 4. Em seguida, rotação de 90 ° e 180 ° para soldar as seções 5 e 6, 7 e 8, respectivamente.
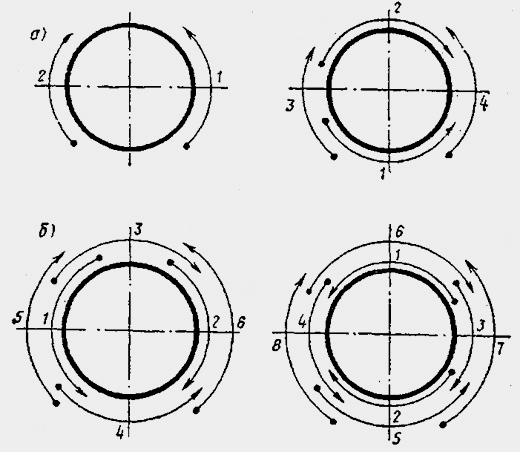
Fig. 5. Soldagem com rotação do tubo em 90 °: a - a primeira camada, b - a segunda, 1 ... 8 - a sequência de seções da camada.
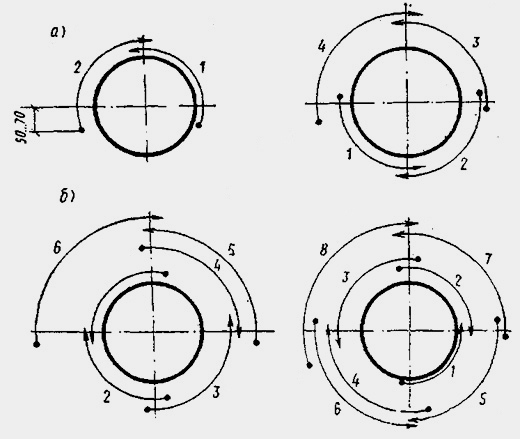
Fig. 6. Soldagem com rotação do tubo em 180 °: a - a primeira camada, b - a segunda, 1 ... 8 - a sequência de seções da camada.
Juntas de tubos fixas para soldagem
Juntas fixas verticaissolda de baixo para cima.
A soldagem das três primeiras camadas nas juntas dos tubos com um diâmetro superior a 219 mm deve ser realizada no sentido inverso. O comprimento de cada seção deve ser de 200 a 250 mm.
O comprimento das seções das camadas subseqüentes pode ser metade da circunferência da articulação. Juntas de tubos com espessuras de parede de até 16 mm podem ser soldadas com seções de comprimento igual a metade da circunferência, a partir da segunda camada.
A sequência de costuras (1-14) e camadas (I-IV) por um soldador
| Segunda etapa |
 |
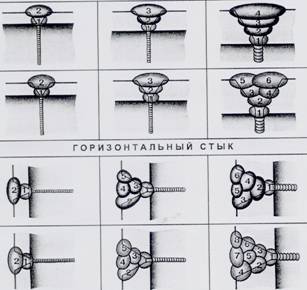
Juntas fixas horizontaisos tubos com um diâmetro superior a 219 mm, executados por um soldador, devem ser soldados no sentido inverso, com seções de 200 a 250 mm de comprimento. A quarta e subsequente camada pode ser soldada em volta.
Sequência (1-12) de soldas realizadas por um soldador
Ao soldar uma junta horizontal por dois soldadores, a sequência de soldagem da costura da raiz depende do diâmetro dos tubos. Se o diâmetro for inferior a 300 mm, cada soldador fabricará uma seção de semicírculo. No mesmo momento, os soldadores devem estar em juntas diametralmente opostas. Se o diâmetro dos tubos for de 300 mm ou mais, a costura da raiz será soldada no sentido inverso em seções de 200 a 250 mm.
 |  |
||
Nas juntas de tubos com um diâmetro de até 300 mm e uma espessura de parede superior a 40 mm, as três primeiras camadas devem ser soldadas no sentido inverso, e as camadas subsequentes devem ser soldadas em seções iguais à metade da circunferência.
As juntas dos tubos de aço de baixa liga com um diâmetro superior a 600 mm e uma espessura de parede de 25 a 45 mm são soldadas da seguinte forma: todas as camadas da solda são executadas de maneira inversa, com seções de no máximo 250 mm.
Tubos com mais de 600 mm de diâmetro, feitos de aços cromo-molibdênio-vanádio, são soldados simultaneamente por dois ou mais soldadores, cada um com seu próprio segmento de junta. Aplique o método da etapa inversa (seções de 200-250 mm). A quarta e subsequente camada pode ser realizada em seções iguais a um quarto de círculo.
Sequência de execução e arranjo aproximado de camadas e rolos (1 - 20) ao soldar juntas verticais e horizontais de tubos de paredes espessas de aço carbono e aços de baixa liga
A técnica de soldagem a arco manual de tubos com eletrodos revestidos
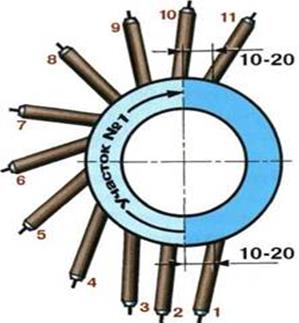
A solda é realizada em duas etapas. O perímetro da junta é condicionalmente dividido por uma linha central vertical em duas seções, cada uma das quais com três posições características:
Teto (posições 1-3);
Vertical (posições 4-8);
Inferior (posições 9 a 11). Cada seção é soldada a partir da posição do teto. A soldagem é apenas um arco curto:
onde d é o diâmetro do eletrodo. Finalize a costura na posição inferior.
A soldagem de cada uma das seções começa com um deslocamento de 10 a 20 mm do axial vertical. A seção de juntas sobrepostas - a conexão “castelo” - depende do diâmetro do tubo e pode ser de 20 a 40 mm. Quanto maior o diâmetro do tubo, maior a "trava"
A seção inicial da costura é realizada na posição de teto "ângulo de trás" (pos. 1,2). Ao mover para a posição vertical (pos. 3-7), a soldagem é realizada “ângulo de avanço”. Ao atingir a posição 8, o eletrodo é orientado em ângulo reto e, depois de movido para a posição inferior, a soldagem é novamente realizada com um “ângulo de retorno”.
Antes de soldar a segunda seção, é necessário limpar as seções inicial e final da costura com uma transição suave para a folga ou para o rolo anterior. A soldagem da segunda seção deve ser realizada da mesma maneira que a primeira.
Um eletrodo com um diâmetro de 3 mm é usado para a sutura da raiz. A força da corrente na posição do teto é de 80 a 95 A. Na vertical, recomenda-se que a corrente seja reduzida para 75 a 90 A. Ao soldar na posição mais baixa, a corrente é aumentada para 85 a 100 A.
Ao soldar tubos com formação de alta qualidade da raiz da solda sem solda, a penetração é alcançada através da alimentação constante do eletrodo no espaço. Ao atingir a penetração no interior do tubo, é possível obter uma costura com uma superfície convexa, o que exigirá uma limpeza mecânica subsequente na posição do teto.
O enchimento do corte de tubo com uma espessura de parede superior a 8 mm é irregular. Por via de regra, a posição mais baixa fica atrasada. Para alinhar o preenchimento da ranhura, é necessário soldar ainda mais os rolos na parte superior da ranhura. As penúltima camadas devem deixar um corte em branco a uma profundidade não superior a 2 mm
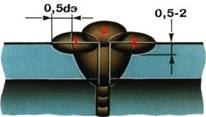 |
A costura de frente é soldada em uma ou mais passagens. O penúltimo rolo é concluído para que o sulco permaneça não preenchido a uma profundidade de 0,5-2 mm, e o metal base nas bordas do sulco seja derretido até uma largura de 1/2 do diâmetro do eletrodo.
Ao soldar tubos com diâmetro inferior a 150 mm e espessura da parede menor que 6 mm, e também em condições de instalação, quando a fonte de energia é removida do local de trabalho, a soldagem é realizada com o mesmo valor da corrente de soldagem. Recomenda-se selecionar o modo atual para a posição do teto, a corrente suficiente para a posição mais baixa. Ao soldar em uma elevação de um teto para uma posição vertical, para que não haja penetração excessiva, recorra à formação intermitente da costura. Com esse método, o processo de queima de um arco em uma das arestas é interrompido periodicamente.
Dependendo da espessura da parede do tubo, da folga e do embotamento das arestas, recomenda-se realizar a soldagem com “manchas” usando um dos seguintes métodos:
1. Acenda o arco constantemente em uma das bordas e interrompa após a formação do banho - na outra. A pausa entre quebra e ignição deve ser tão curta que o metal de solda não tenha tempo para cristalizar completamente e a escória deve esfriar.
2. Com uma grande espessura do metal, eles inflamam e quebram o arco na mesma borda.
Ignição por arco
Soldagem de junta horizontal fixa
A soldagem com a formação de uma penetração estável é realizada por um eletrodo com um diâmetro de 3 mm. A corrente de soldagem é selecionada dependendo da espessura do metal base, do espaço entre as arestas e da espessura do embotamento. A inclinação do eletrodo é de 80 a 90 ° em relação à vertical. Ao soldar com um "ângulo para trás", a inclinação fornece penetração máxima e com um "ângulo para frente" - mínimo.
Com penetração insuficiente, o comprimento do arco deve ser mantido curto e com penetração normal - média.
 |  |
||
A costura da raiz é melhor realizada com um tamanho mínimo da piscina de solda, para que não haja cortes e flacidez na parte de trás da costura.
Segundo roloforma a fim de derreter a primeira costura da raiz e as duas bordas do tubo. A corrente de soldagem é ajustada na faixa intermediária. A inclinação do eletrodo é a mesma da soldagem da primeira costura da raiz. Cabo de soldagem "ângulo de retorno". A velocidade é escolhida para que a aparência do rolo seja normal (não convexa e não côncava)
Terceiro rolomelhor para executar nos modos mais altos. A soldagem é realizada em ângulo reto ou "ângulo de retorno". A velocidade é escolhida de modo que o rolo seja convexo, com uma prateleira para segurar o metal do banho do rolo subsequente. O caminho do arco deve coincidir com a borda do segundo rolo.
Quarto rolo- horizontal. É realizado nos mesmos modos que o terceiro. O eletrodo é inclinado em um ângulo de 80-90 ° com a superfície vertical do tubo. A velocidade de soldagem é mantida de modo que a aresta de corte superior, a superfície do segundo rolo e a parte superior do terceiro rolo derreta. A aparência do quarto rolo deve ser normal.
 |
"Castelo» conexõessoldado com um aumento suave no tamanho da costura no início e uma diminuição na seção final, "correndo" no início da costura em 20 a 30 mm.
Soldagem de camada frontalé necessário executar eletrodos do mesmo diâmetro que foram usados \u200b\u200bpara encher a ranhura, mas não mais que 4 mm. O último rolo superior é empilhado a uma velocidade mais alta, de forma que seja estreito e plano
TECNOLOGIA DA SOLDAGEM MANUAL DE ARGON-ARC TUBE
Opções tecnológicas
A solda é realizada completamente pela soldagem manual a arco de argônio com um eletrodo não consumível (recomendado para espessuras de parede de até 3 mm);
A solda é realizada de maneira combinada: a costura da raiz é feita pela soldagem manual a arco de argônio com um eletrodo não consumível e as camadas subseqüentes são feitas pela soldagem manual a arco com um eletrodo revestido (adequado para a espessura da parede do tubo de 4 mm ou mais).
Localização estimada de camadas e rolos (1 - 8)
 |
em juntas soldadas em várias opções tecnológicas
Com uma espessura de parede de até 2 mm, a seção da junta deve ser soldada em uma camada
A soldagem manual a arco de argônio com eletrodo W não consumível é usada para juntas fixas de tubos de aço de baixo carbono, baixa liga e aços ligados (resistente à corrosão). O diâmetro dos tubos a serem soldados é menor que 100 mm, a espessura da parede é de até 10 mm.
Selecionar opções de modo
Corrente de soldagemescolha: para soldagem de passagem única, dependendo da espessura da parede do tubo, e para passagem múltipla, com base na altura do rolo, que deve ser de 2-2,5 mm. A corrente de soldagem é atribuída a uma taxa de 30 - 35 A por 1 mm de diâmetro do eletrodo.
Tensão do arcodeve ser mínimo, o que corresponde à soldagem com um arco curto.
Velocidade de soldagemajuste para garantir a penetração das arestas e a formação das dimensões necessárias da costura.
Blindando o consumo de gásdepende do tipo de aço que está sendo soldado e do modo atual (de 8 a 14 l / min).
Fio de enchimentocom um diâmetro de 1,6-2 mm é selecionado de acordo com o tipo de aço que está sendo soldado (consulte a tabela na página 16).
26.07.2016O sucesso de uma conexão tão complexa depende em grande parte da escolha correta do método soldagem de tubosque é escolhido para um tipo específico de metal.
Em geral, a soldagem a arco elétrico é reconhecida como a melhor opção para conectar tubos.
Mas isso só pode ser feito por um soldador que tenha pelo menos uma experiência de trabalho mínima. É aconselhável que um iniciante pratique primeiro.
Ao trabalhar com tubos de metal espesso, é melhor usar um método de soldagem contínua a uma corrente de 40-60 amperes. É importante ferver o metal e não cortá-lo. Nesse caso, o eletrodo não é muito rápido - caso contrário, a qualidade da costura sofrerá.
Ponto intermitente soldagem de tubos usado ao soldar tubos de paredes finas. É necessário monitorar rigorosamente o processo, porque é fácil ferver as paredes. Para conectar tubos finos, é melhor usar dispositivos semiautomáticos. Eles operam com baixa resistência à corrente, proporcionando excelente qualidade para soldas contínuas e por ponto.
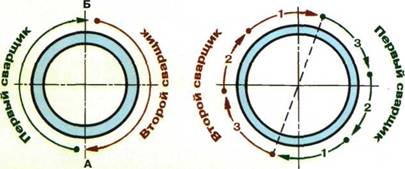
Profissionais aconselham quando soldagem manual de tubos faça uma costura tripla - será mais confiável do que uma única costura. É mais conveniente para um soldador trabalhar com um tubo rotativo. A soldagem das chamadas juntas rotativas é a seguinte:
- o primeiro quarto do diâmetro do tubo está conectado;
- depois o tubo é girado 180 graus e a seção oposta à primeira costura é cozida;
- depois uma nova curva e soldagem do segundo quarto do diâmetro do tubo;
- depois disso, outra rotação do tubo é feita e a seção restante é conectada.
Após a descalcificação, o segundo é aplicado à primeira costura. A terceira costura final começa a ser aplicada no lado oposto à segunda costura.

Ao soldar um tubo rigidamente fixo, uma técnica diferente é usada:
- a primeira costura leva de baixo para metade do diâmetro do tubo e depois desce de volta ao início;
- a aplicação da segunda costura também começa do fundo, mas conduz do outro lado e na direção oposta.
Outros métodos de soldagem
Um método semelhante de soldagem de juntas fixas elimina seções não digeridas e a costura é mais confiável. Ao realizar a terceira costura, eles funcionam de acordo com o esquema da primeira opção.
A conexão mais confiável é a soldagem multicamada. Em alguns casos, a soldagem em espiral é usada - após remover a costura inicial da balança, a segunda é paralela ao rolo da primeira.
Soldagem de tubos de cobre
Seleção de método soldagem de tubos de cobre depende da finalidade dos tubos a serem conectados, do aperto da costura e de outras características. São utilizados três métodos de soldagem - arco elétrico, contato e gás.
O mais promissor é a soldagem a arco elétrico usando um eletrodo de tungstênio não consumível e um fio de enchimento, no qual os desoxidantes são adicionados.
É aconselhável usar nitrogênio como gás de proteção, porque a soldagem é barata.
No entanto, ao trabalhar com tubos de cobre de paredes finas, é melhor usar argônio.
Continua sendo o mais procurado soldagem tubos de aço - na produção e na vida cotidiana. Aqui, o papel essencial é desempenhado pelas qualificações do soldador. Quanto aos equipamentos de solda, são utilizados dispositivos de solda elétrica, soldagem a gás e semiautomáticos.
Antes de iniciar a soldagem, é realizada uma limpeza preliminar completa das bordas dos contaminantes e óxidos e, em seguida, o chanfro é removido, o que possibilita a obtenção de uma área em forma de V, pela qual a costura se tornará durável e estanque.

Ao soldar com uma tocha de gás, basta uma costura. A fim de eliminar a falta de penetração, o final da costura é ligeiramente sobreposto no início. O grau do material de enchimento deve ser o mesmo com o metal do tubo que está sendo soldado.
E os mais comuns hoje são a soldagem elétrica e semiautomática. Nos dois casos, o processo começa com a preparação dos tubos a serem soldados. Em seguida, as peças conectadas são centralizadas e seguradas uniformemente em três ou quatro pontos.
A primeira costura é "três". É importante preencher o chanfro em altura em apenas dois terços. Após limpar a costura da escória e verificar a qualidade do trabalho, troque o eletrodo "quatro" e comece a aplicar uma costura adicional.
Soldagem de tubos galvanizados
Tecnologia especial soldagem de tubos galvanizados permite conectá-los sem perturbar o revestimento de zinco. Um fluxo é aplicado no ponto de acoplamento, o que fornece proteção contra a queima do revestimento. Sob a camada de fluxo, o zinco primeiro se torna líquido viscoso da ação do calor, depois derrete, mas não queima e não evapora. Após a conclusão da soldagem, isso fornece proteção contra corrosão.
Ao trabalhar com material galvanizado, a ventilação é extremamente importante. Caso contrário, o soldador pode "ganhar" uma doença pulmonar a partir dos vapores de zinco, ou pior, sufocar.

Soldagem de tubos de perfil
Caminho principal soldagem de tubos de perfil - o bumbum comum de bumbum comum. Eles são realizados pelo método de arco ou gás, mas, graças à simplicidade e costura de alta qualidade, o primeiro deles é mais comum. No entanto, a soldagem elétrica de um tubo de perfil requer a experiência de um soldador, pelo menos um pouco.
Depende muito, por exemplo, da seleção correta do eletrodo. Quanto mais espesso, mais poderoso é o arco. Um eletrodo excessivamente espesso pode perfurar um tubo de perfil e obter uma solda instável muito fina. Considerando que a espessura característica deste produto é de 1,5 a 5 mm, “dois e três” são adequados.
Ao trabalhar com tubos de perfil, é importante a velocidade de movimento do eletrodo através do material. Se você diminuir a velocidade, há o risco de queimar a peça e, se você a acelerar, obterá uma costura de baixa qualidade. O movimento ideal é selecionado empiricamente.
O verdadeiro profissionalismo requer soldagem de tubos de gáso que é bastante perigoso. Você precisa trabalhar com rapidez e eficiência.
Antes de iniciar a conexão, as bordas dos tubos são tratadas: elas são limpas de contaminantes. Se o tubo tiver paredes espessas - mais de 4 mm, chanfrar as bordas para facilitar o aquecimento do metal no ponto de contato.
Dois métodos de soldagem de tubos de gás são praticados:
- soldagem da esquerda para a direita. Aplique quando a espessura do metal for superior a 5 mm. O arco vai para a área já soldada, junto com o queimador o aditivo se move. A opção economiza consumo de gás e aumenta a produtividade em 25%;
- soldagem da direita para a esquerda. Aqui, a tocha é avançada ao longo de seções não seladas - o fio de enchimento "vai à frente do motor". O melhor método para trabalhar com tubos de gás de paredes finas.

Método de arco soldagem de tubos frequentemente usado na instalação ou fabricação de linhas de produção. Eles são produzidos em corrente contínua ou alternada.
Econômica e, portanto, mais vantajosa, é a soldagem CA, pois resulta em menor consumo de energia. Sim, e é necessário equipamento mais acessível.
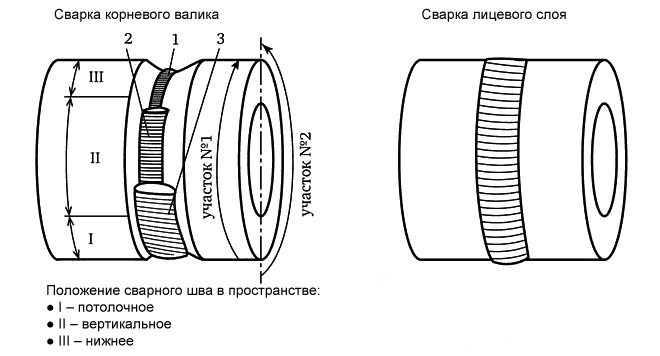
Este é um dos tipos mais difíceis de trabalho de soldagem. A principal dificuldade reside na necessidade de realizar soldagem em várias posições.
Articulações fixas na posição no espaço vertical (eixo do tubo horizontal) e horizontal (o eixo do tubo é vertical). As juntas de tubo fixas com uma espessura de parede superior a 3 mm são soldadas em várias camadas, a altura de cada camada não deve exceder 4 mm e a largura do rolo deve ser igual a dois a três diâmetros de eletrodo.
Juntas para tubos com diâmetro mais de 300 mm são soldados no sentido inverso, o comprimento de cada seção deve ser de 150 a 300 mm. Cada seção é cozida com um arco curto igual à metade do diâmetro do eletrodo. Costuras sobrepostas (trava) dependem do diâmetro da peça e podem variar de 20 a 40 mm. É necessário iniciar a soldagem com um “ângulo para trás” e terminar com um “ângulo para a frente”.
O processo começa na posição do teto e termina na posição mais baixa. Os requisitos mais rigorosos são impostos à qualidade da sutura da raiz. Ao executá-lo, é necessário monitorar a penetração uniforme das arestas das peças, a fim de obter um rolo reverso uniforme com um ganho de 1-3 mm na superfície interna da costura.
A primeira camada é soldada com o movimento alternado do eletrodo com atraso de arco na piscina de solda. Isso permite derreter as bordas da junta com a formação de um rolo de filamento estreito com uma altura de 1-1,5 mm no lado interno.
Ao mesmo tempo, grandes salpicos de metal fundido não devem cair nas bordas soldadas e a soldagem deve ser realizada sem queimar. Para isso, o arco deve ser curto. Rasgando o arco do banho, você não pode removê-lo em mais de 1-2 mm. A sobreposição do início e do final da camada adjacente deve ser de 20 a 25 mm. A camada de soldagem subsequente deve ser deslocada do ponto inferior da circunferência do tubo em 5 a 6 cm e, portanto, cada camada subsequente em relação ao ponto inicial da soldagem anterior.
Ao soldar a segunda e as camadas subsequentes, o eletrodo deve ter vibrações transversais da borda de uma borda para a borda da outra borda. Ao soldar, a superfície de cada um deve ser côncava ou levemente convexa. Abaulamento excessivo da costura, especialmente quando a soldagem no teto pode ser a causa da falta de penetração. As camadas de enchimento da solda são fundidas de maneira confiável e fundem as bordas dos tubos soldados. Após cada camada da costura, é necessário limpar a superfície da costura da escória.
A última camada é realizada com uma altura de 2-3 mm e uma largura de 2-3 mm maior que a largura das arestas de corte; deve ter uma transição suave do metal depositado para a base. A ordem de sobreposição de juntas fixas verticais é mostrada na Fig. 3)
A soldagem de tubos de grande diâmetro pode ser realizada simultaneamente por vários soldadores. Se houver dois deles, a soldagem deve ser realizada da parte inferior do nadir para cima ao longo do perímetro em direções opostas. Se houver mais, cada soldador realiza a soldagem no local, diametralmente oposta.
Ao soldar tubos com um diâmetro de 600 mm ou mais após a soldagem da raiz da costura, recomenda-se soldar a camada de raiz por dentro do tubo. A costura de soldagem não deve ter uma superfície finamente escamosa que se encaixe suavemente na superfície interna do tubo, sem cortes e outros defeitos. O reforço da costura de soldagem deve ser de pelo menos 1 e não mais de 3 mm. A soldagem é realizada por eletrodos do tipo principal com diâmetro de 3-4 mm.
Ao montar juntas de tubos horizontais na borda do tubo inferior, o chanfro não é removido ou o ângulo de 10 a 15 ° é removido, o que melhora o processo de soldagem sem alterar sua qualidade.
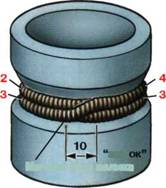
O melhor método para soldar juntas horizontais é soldar com rolos de seção pequena individuais. O primeiro rolo é aplicado no topo da costura com eletrodos com um diâmetro de 3-4 mm durante o movimento alternado do eletrodo com a formação obrigatória no lado interno da junção de um rolo de filamento estreito com uma altura de 1-1,5 mm. Após o primeiro rolo (camada), sua superfície é limpa, o segundo rolo é aplicado para que se sobreponha ao primeiro com o movimento alternativo do eletrodo e sua ligeira oscilação da borda da borda inferior à borda da borda superior.
A soldagem é realizada na mesma direção que a primeira camada (rolo), depois a corrente é aumentada e o terceiro rolo é soldado com eletrodos com um diâmetro de 4-5 mm. O terceiro rolo é aplicado na direção oposta à primeira; ele deve se sobrepor a 70% da largura do segundo rolo. O quarto rolo é colocado na mesma direção, mas está localizado no recesso entre o terceiro rolo e a borda superior.
A soldagem de juntas de tubos fixos requer experiência nesse tipo de trabalho, portanto deve ser confiada a profissionais. Especialmente quando se trata de tubulações com requisitos crescentes de aperto de juntas soldadas.
Ao soldar uma junta de tubo em mais de três camadas, a partir da terceira camada, cada uma subsequente é executada na direção oposta à anterior. Tubos com um diâmetro de até 200 mm são soldados com costuras sólidas e com um diâmetro superior a 200 mm - pelo método da etapa reversa. As juntas fixas horizontais são soldadas “para trás”. A inclinação do eletrodo em relação ao eixo vertical deve ser de 80 a 90 graus. É necessário cozinhar o arco médio.
Após a soldagem, o soldador deve limpar a junta de escória e respingos, inspecionar e corrigir todos os defeitos externos e colocar uma marca nela.
soldagem de tubos, juntas de tubulação, solda de tubulação, juntas fixas, juntas soldadas, solda de topo, juntas verticais, eixo do tubo horizontalmente, juntas horizontais, eixo do tubo vertical
Capítulo XXVIII
CARACTERÍSTICAS DA SOLDAGEM DE ALGUNS TIPOS DE PROJETOS
§ 125. Soldagem de tubos
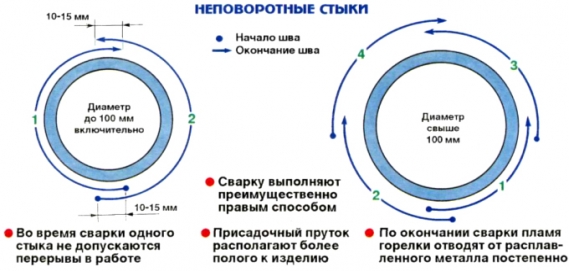
Informações gerais. Ao construir tubulações, as juntas de tubos soldados podem ser rotativas, não rotativas e horizontais (Fig. 123).
Fig. 123. Juntas de tubos soldados:
a - rotativo, b - não rotativo, c - horizontal
Antes de montar e soldar, os tubos são verificados quanto à conformidade com os requisitos do projeto para o qual o gasoduto está sendo construído e com as condições técnicas. Requisitos básicos: um certificado para tubos, a ausência de elipse, a ausência de espaçamento, a composição química e as propriedades mecânicas do metal do tubo estão em conformidade com os requisitos especificados nas especificações técnicas ou GOSTs.
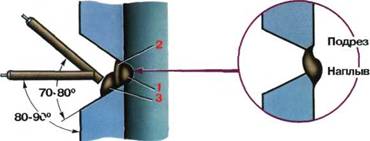
Ao preparar juntas de tubo para soldagem, verifique a perpendicularidade do plano do tubo cortado em seu eixo, o ângulo de abertura das arestas e a quantidade de embotamento. O ângulo de abertura da costura deve ser de 60 a 70 ° e o valor de embotamento de 2-2,5 mm (Fig. 124). Os chanfros são removidos das extremidades dos tubos por meios mecânicos, corte a gás ou outros métodos que proporcionam a forma, tamanho e qualidade desejados das arestas processadas.
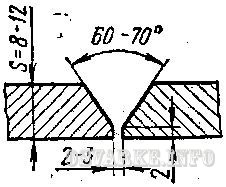
Fig. 124. Preparação de bordas de tubos para soldagem com uma espessura de parede de 8 a 12 mm
A diferença nas espessuras de parede dos tubos sendo soldados e o deslocamento de suas bordas não devem exceder 10% da espessura da parede, mas não mais que 3 mm. Ao unir os tubos, deve-se garantir uma folga uniforme entre as arestas dos elementos unidos, igual a 2-3 mm.
Antes de montar as bordas dos tubos que estão sendo unidos, bem como as superfícies interna e externa adjacentes a eles com um comprimento de 15 a 20 mm, eles são limpos de óleo, incrustações, ferrugem e sujeira.
A aderência, que é parte integrante da solda, é realizada pelos mesmos soldadores que soldam as juntas usando os mesmos eletrodos. Ao soldar tubos com um diâmetro de até 300 mm, a aderência é realizada uniformemente em torno da circunferência em quatro locais com uma costura de 3-4 mm de altura e 50 mm de comprimento cada. Ao soldar tubos com um diâmetro superior a 300 mm, são colocadas tachas uniformemente em torno de toda a circunferência da junta a cada 250-300 mm.
Ao instalar tubulações, é necessário se esforçar para garantir que o maior número possível de juntas seja soldado na posição rotativa. Tubos com uma espessura de parede de 12 mm são soldados em três camadas. A primeira camada cria penetração local na raiz da costura e fusão confiável das bordas. Para isso, é necessário que o metal depositado forme um rolo de filamento estreito com 1 a 1,5 mm de altura no interior do tubo, distribuído uniformemente por toda a circunferência. Para obter penetração sem pingentes e rebarbas, o movimento do eletrodo deve ser alternado com um pequeno atraso do eletrodo na poça de solda, leve oscilação transversal entre as arestas e a formação de um pequeno orifício no ápice do chanfro das arestas. O furo é obtido como resultado da penetração do metal base por um arco. Seu tamanho não deve exceder o intervalo estabelecido entre os tubos em 1-2 mm.
Soldagem de juntas rotativas. A primeira camada, com uma altura de 3-4 mm, é soldada com eletrodos com diâmetro de 2, 3 e 4 mm, a segunda camada é fundida com eletrodos de diâmetro maior e com corrente aumentada. As duas primeiras camadas podem ser feitas de uma das seguintes maneiras.
1. A junta é dividida em quatro seções. Primeiro, as seções 1-2 são soldadas, após o que o tubo é girado em 180 ° e as seções 3 e 4 são soldadas (Fig. 125). Em seguida, o tubo é girado mais 90 ° e as seções 5 e 6 são soldadas, depois o tubo é girado 180 ° e as seções 7 e 8 são soldadas.
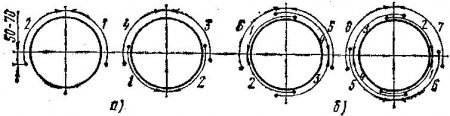
Fig. 125. O esquema de soldagem da junta de tubo:
2. A junta é dividida em quatro seções. Primeiro, solde 1 e 2, depois gire o tubo em 90 ° e as seções 3 e 4 (Fig. 126). Após a soldagem da primeira camada, o tubo é girado 90 ° e as seções 5 e 6 são soldadas, depois o tubo é girado 90 ° e as seções 7 e 8 são soldadas.
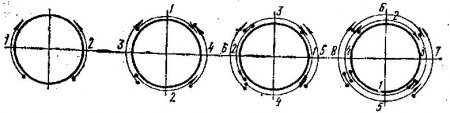
Fig. 126. O esquema de soldagem da junta de tubo de acordo com o segundo método
3. A junta é dividida em várias seções (ao soldar tubos com um diâmetro superior a 500 mm), a soldagem é realizada de maneira inversa em seções separadas (Fig. 127). O comprimento de cada seção da costura (1-8) é 150300 mm e depende do diâmetro do tubo.
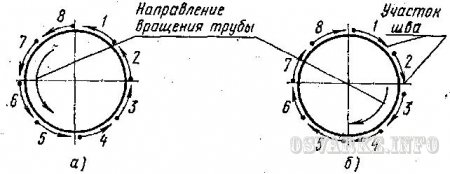
Fig. 127. Esquema de soldar a junta de tubos de grande diâmetro:
a - a primeira camada, b - a segunda camada
A terceira camada em todos os métodos acima é aplicada na mesma direção durante a rotação do tubo. Em tubos com diâmetro de até 200 mm, não é possível dividir a junta em seções e soldá-la com uma costura contínua, com o tubo girando durante o processo de soldagem (Fig. 128). A segunda e terceira camadas são executadas de maneira semelhante à primeira, mas em direções opostas. Em todos os casos, é necessário sobrepor cada subsequente ao anterior em 10-15 mm.
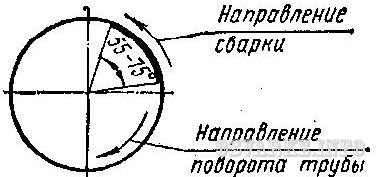
Fig. 128. Esquema de soldagem da junta de tubos de pequeno diâmetro
Soldagem de juntas fixas. As juntas de tubos fixas com espessuras de parede de até 12 mm são soldadas em três camadas, a altura de cada camada não deve exceder 4 mm e a largura do rolo deve ser igual a dois a três diâmetros de eletrodo.
As juntas de tubos com um diâmetro superior a 300 mm são soldadas em sentido inverso, o comprimento de cada seção deve ser de 150 a 300 mm, a ordem de sua aplicação é mostrada na Fig. 129
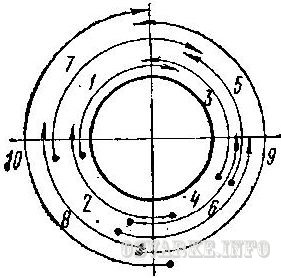
Fig. 129. Esquema de camadas ao soldar juntas fixas de tubos com diâmetros de até 400 mm (os números indicam a sequência de seções de soldagem em camadas e as setas indicam a direção da soldagem)
A primeira camada é formada durante o movimento alternado do eletrodo com um atraso de arco na poça de solda. O valor atual é definido como 140-170 A, o que permite derreter as bordas da junta com a formação de um rolo de filamento estreito com uma altura de 1-1,5 mm no lado interno. Ao mesmo tempo, grandes salpicos de metal fundido não devem cair nas bordas soldadas e a soldagem deve ser realizada sem queimar. Para isso, o arco deve ser curto. Rasgando o arco do banho, você não pode removê-lo em mais de 1-2 mm. A sobreposição do início e do final da camada adjacente deve ser de 20 a 25 mm.
O modo para soldar a segunda camada é o mesmo que para soldar a primeira camada. Ao soldar a segunda camada, o eletrodo deve ter vibrações transversais da borda de uma borda para a borda da outra borda.
Durante a soldagem, a superfície de cada camada pode ser côncava (Fig. 130, a) ou ligeiramente convexa (Fig. 130, b), a convexidade excessiva da costura, especialmente durante a soldagem no teto (Fig. 130, c), pode ser a causa da falta de penetração.
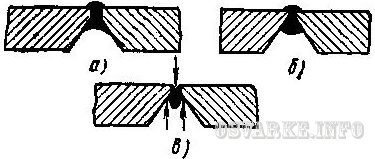
Fig. 130. A superfície da sutura da raiz:
a - côncavo, 6 - levemente convexo, c - fortemente convexo (as setas indicam possíveis locais de falta de penetração)
Para facilitar a observação da zona de soldagem na direção da última camada, a penúltima camada é aplicada na região das arestas, de modo que sua superfície fique de 1 a 1,5 mm abaixo das arestas a serem soldadas (Fig. 131). A última camada é realizada com uma altura de 2-3 mm e uma largura de 2-3 mm maior que a largura das arestas de corte; deve ter uma transição suave do metal depositado para a base.
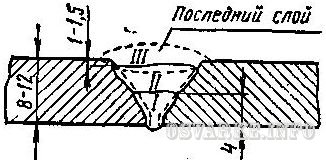
Fig. 131. O esquema para preencher as arestas de corte
Soldagem de juntas horizontais. Ao montar juntas de tubos horizontais, não há necessidade de remover completamente as bordas do tubo inferior, basta abri-lo em um ângulo de 10 a 15 °, o que melhora o processo de soldagem sem alterar sua qualidade (Fig. 132, a). Ao montar tubulações não responsáveis \u200b\u200bno tubo inferior, o chanfro não é removido (Fig. 132, b).
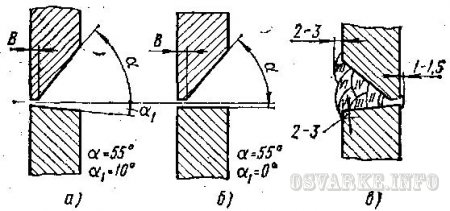
Fig. 132. O padrão de corte das arestas das juntas horizontais dos dutos responsáveis \u200b\u200b(a) e não responsáveis \u200b\u200b(b) e sua soldagem (c), os números indicam a ordem das camadas
O melhor método para soldar juntas horizontais é soldar com rolos de seção pequena individuais. O primeiro rolo é colocado na parte superior da costura (Fig. 132, c) com eletrodos de 4 mm de diâmetro (a uma corrente de 160-190 A) com o movimento alternativo do eletrodo com a formação obrigatória no lado interno da junção de um rolo de rosca estreita com 1 a 1,5 mm de altura. Após o primeiro rolo (camada), sua superfície é limpa, o segundo rolo é aplicado para que se sobreponha ao primeiro com o movimento alternativo do eletrodo e sua ligeira oscilação da borda da borda inferior à borda da borda superior. A soldagem é realizada na mesma direção da soldagem da primeira camada (rolo), depois a corrente é aumentada para 250-300 A e o terceiro rolo é soldado com eletrodos com um diâmetro de 5 mm, o que aumenta a produtividade da soldagem. O terceiro rolo é aplicado na direção oposta à primeira; ele deve se sobrepor a 70% da largura do segundo rolo. O quarto rolo é colocado na mesma direção, mas está localizado no recesso entre o terceiro rolo e a borda superior.
Ao soldar uma junta de tubo em mais de três camadas, a partir da terceira camada, cada uma subsequente é executada na direção oposta à anterior. Tubos com um diâmetro de até 200 mm são soldados com costuras sólidas e com um diâmetro superior a 200 mm - pelo método da etapa reversa.
Caro visitante, você leu o artigo "Soldagem de tubos", publicado na categoria "Soldagem a arco manual". Se você gostou ou achou este artigo útil, compartilhe-o com seus amigos e conhecidos.
Ganhe com o seu conhecimento. Responda a perguntas e seja pago por isso!
11 de fevereiro de 2012 | Visualizações: 48851 |